
ナストーア株式会社により出願された特許
1 - 9 / 9
抵抗溶接の監視装置及び監視方法
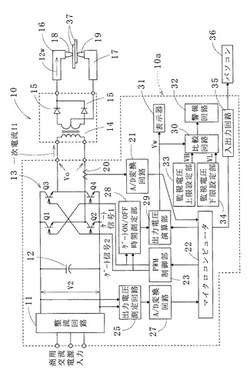
【課題】電極間電圧を直接測定するリード線等は使用せず、安価に装置構成が可能で、かつ溶接の状態、即ち対となる電極で挟持されたワークの状態の監視が正確にできる抵抗溶接の監視装置及び監視方法を提供する。
【解決手段】商用交流電源を整流回路11を介して直流とし、PWM制御を行うスイッチング素子Q1〜Q4を用いて直流を、負荷電流の定電流制御を行うインバータ回路13によって交流とし、交流を溶接トランス14に印加して、溶接トランス14の二次側から抵抗溶接の溶接電流を得る抵抗溶接の監視装置及び監視方法であって、溶接時の溶接トランス14の一次側又は二次側電圧に対応するスイッチング素子Q1〜Q4のゲートオン時間の比率Tkと、整流回路11の出力電圧V2との積(Tk・V2)=Vwを求め、この積(Tk・V2)が予め設定した上限レベルVHと下限レベルVLの範囲外である場合に、警告を発する。
(もっと読む)
シーム溶接機

【課題】第1電極と第2電極の直径を正確に測定し、第1電極及び第2電極を正確な速度で回転駆動できるシーム溶接機を提供する。
【解決手段】第2電極13の高さを測定する距離計42と、第1電極12を回転駆動させる第1の回転駆動手段14と、第2電極13をクラッチ34を介して回転駆動する第2の回転駆動手段15と、第2電極13の単位時間当たりの回転数Nを測定する回転計38と、距離計42の出力、第1の回転駆動手段14で正回転駆動された第1電極12の単位時間当たりの回転数n、第1電極12で従動駆動された第2電極13の回転数Nから、第1電極12及び第2電極13の直径を測定する制御手段とを有し、第1電極12及び第2電極13を、第1電極12及び第2電極13の間を通過する被溶接物の溶接速度に合わせて駆動する。
(もっと読む)
ラップシーム溶接装置
【課題】別に導体回路を設けて、残留磁気を打ち消すラップシーム溶接装置を提供する。
【解決手段】シャー21でそれぞれ切断された鋼帯18を一部ラップさせ、溶接時の電流を制御可能な直流電源12の供給を得て、鋼帯18のシーム溶接を行うラップシーム溶接装置10において、非溶接時に、直流電源12から電源を得て、溶接電流で磁化されたシャー21の脱磁を行う脱磁回路17を溶接の回路15とは別に設けた。
(もっと読む)
シーム溶接機の電極整形方法及び装置
【課題】ハンチングの発生を防止し、整形ローラによって円板状電極を常時真円状態に整形して、溶接品質の確保ができるシーム溶接機の電極整形方法及び装置を提供する。
【解決手段】整形ローラ12を空圧シリンダー25を用いた押圧機構13によって円板状電極11に押し付ける第1工程と、ロック機構14を用いて空圧シリンダー25のロックを行って円板状電極11に当接した整形ローラ12の位置を保持した状態で、円板状電極11のドレッシングを行う第2工程とを有し、第2工程のドレッシング中に第1工程の整形ローラ12の押し付け動作を短時間入れる。
(もっと読む)
抵抗溶接機の電極加圧機構
【課題】低加圧力から高加圧力まで適正な押し下げ代(即ち、縮み代、伸び代)を有して、加圧力を被溶接物に与えることができる抵抗溶接機の電極加圧機構を提供する。
【解決手段】加圧電極を弾性部材を介して押圧手段13によって固定電極に向けて加圧し、固定電極と加圧電極との間に挟まれた被溶接物に加圧力を与える抵抗溶接機の電極加圧機構10において、弾性部材はそれぞれ縮み代に対する加圧力が異なる複数種類のばね部材15、16を直列に配置したものからなり、弱加圧及び強加圧での被溶接物への押圧力に対する押し下げ代を確保した。
(もっと読む)
抵抗溶接機の加圧方法及び加圧機構
【課題】加圧力の制御範囲が広く、元圧以上の加圧力を被溶接物に加えることが可能で、溶接途中での加圧力の制御も可能な抵抗溶接機の加圧方法及び機構を提供する。
【解決手段】対向する固定電極35と加圧電極18を有し、加圧電極18はエア源に接続されるエアシリンダー13によって固定電極35に被溶接物55を介して押圧される抵抗溶接機の加圧方法及び機構であって、エアシリンダー13は、加圧電極18に連結される第1のピストン11の他に第2のピストン12を備え、第2のピストン12を電動モータ15を動力とする直線移動手段20によって、第1のピストン11によって加圧電極18を押圧する時に、第1のピストン11に近づけて、第1及び第2のピストン11、12間のエアの圧力をエア源の圧力より高め、固定電極35に対する加圧電極18の押圧力を増す。
(もっと読む)
ステンレスベルト及びその製造方法
【課題】 溶接部分の強度が非溶接部分と同等かそれ以上であり、均等な厚さを有するスチールベルトとその製造方法を提供する、また、製造に大容量の熱処理炉が不要であり、熱処理による熱歪みによる寸法変化量が小さく、ベルトの形状維持が容易であり、切削その他の仕上げ加工も容易で、製造コストも低廉なスチールベルトとその製造方法を提供する。
【解決手段】 固溶化処理を施したマルテンサイト系析出硬化型ステンレス鋼を適宜長さに切断し、これを350〜600゜cに加熱、冷却した後に溶接してエンドレスベルトを形成する。エンドレスベルトの溶接部分を350〜600゜cに加熱、冷却する。又は、適宜長さに切断したマルテンサイト系析出硬化型ステンレス鋼を溶接してエンドレスベルトを形成した後、部分的な350〜600゜cに加熱を反復してエンドレスベルト全体を熱処理する。
(もっと読む)
シーム溶接装置
【課題】 簡単な構成でもって先行板材と後行板材の端部間の重ね合わせ部分を溶接する際に、溶接終了端側の溶接による広がりを補正して大きくすること。
【解決手段】 入側クランプ5の前進量を例えば100mmとすると、入側クランプ5と共に移動する下側のストッパ部43と、ベース33側に固定されているストッパ片55との距離を100mmに設定する。上側のストッパ部43と、ストッパ片56との距離を(100mm+α)に設定する。入側クランプ5を前進させると先ず下側のストッパ部43とストッパ片55が当接する。この時点では、上側のストッパ部43とストッパ片56とは、まだαの隙間がある。さらに上側のシリンダ41を駆動させると、ストッパ片56にストッパ部43が当接し、これにより、後行板材3の溶接終了端側は1mm前進して、溶接終了端側の重ね合わせ部分を広くすることができる。
(もっと読む)
飲料用容器の弁装置
【目的】 飲料用容器内に圧力が残存した状態においてハウジングを取り外した場合においても、このハウジングの飛び出しを防止し得る飲料用容器の弁装置を提供することを目的とする。
【構成】 飲料用容器2に設けられた口金3内に螺着されるとともに、内部に弁機構Vが組み込まれたハウジング11を備え、前記口金の内部に形成されている螺子部3aあるいは前記ハウジングに形成されている螺子部14の内の少なくとも一方の螺子部が、軸方向に隙間Lをおいて2箇所に形成され、他方の螺子部が、前記隙間よりも短く形成されているとともに、この他方の螺子部が、前記ハウジングを取り外す際に、その途中において前記一方の螺子部に形成されている隙間内に入り込む位置に形成されていることを特徴とする。
(もっと読む)
1 - 9 / 9
[ Back to top ]