
東洋自動機株式会社により出願された特許
1 - 10 / 91
ロータリー型袋詰め包装機
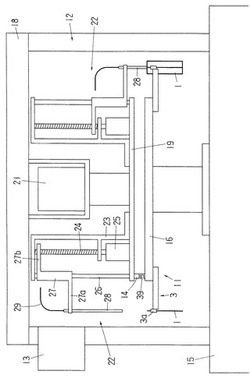
【課題】ガス吹込ノズル28が各グリッパー対3,3に対応して設置され、各グリッパー対3,3と同調して間欠回転するロータリー型袋詰め包装機。ガス吹込ノズル28の昇降動作及びグリッパー対3,3との相対位置関係を,包装製品の種類に応じて自在に調整できるようにする。
【解決手段】多数のグリッパー対3,3が設置された回転テーブル16の上方位置に、同調テーブル19を配置し、この同調テーブル19に各グリッパー対3,3に対応するガス吹込ノズル28を設置する。同調テーブル19は、回転テーブル16の駆動源から独立した第1サーボモータ21により、回転回転テーブル16と同軸で間欠回転する。同調テーブル19に、ガス吹込ノズル28を昇降させる第2サーボモータ25を、各ガス吹込ノズル28に対応して設置する。
(もっと読む)
被包装物充填方法及び装置

【課題】生産性の低下やピンホールの発生等の問題を生じることなく、オーガ式充填装置の吐出口と袋底及び被包装物との充填落差から生ずる問題点を解決し、かつ、充填精度の向上を図ることのできる被包装物充填方法及び装置を提供する。
【解決手段】ステーションIVに移送されてきた袋6をグリッパ4からチャック38へ掴み替える。掴み替え後、左右一対のグリッパ4を互いに離反させて、袋6の幅方向において袋6と干渉しない位置に移動させる。次にチャック38の上昇を開始し、ノズル22の吐出口24が袋6内において袋6の底部から所定の間隔離れた位置に到達した時点で停止させる。被包装物の充填を開始し、チャック38を徐々に下降させ、計量器34による計量値が目標充填量に達した時点で充填を終了させる。充填終了後、チャック38を下降端位置まで下降させ、袋6をチャック38からグリッパ4へ掴み戻す。
(もっと読む)
ノズル挿入検出装置及び方法
【課題】開口不良時における袋口の形状や袋の材質に関わらず、ノズルの袋への挿入不良を確実かつ安定して検出できるノズル挿入検出装置及び方法を提供する。
【解決手段】ノズル挿入検出装置30は、エアシリンダ34と、一対の検出棒52,54と、制御装置56とで構成され、エアシリンダ34及び検出棒52,54と、ガス置換装置16の昇降軸20とが複数のブラケット32,44,46,48,50によって連結されている。検出棒52,54は、袋6の幅方向でガス吹込みノズル24の左右の側方それぞれに位置し、エアシリンダ34により袋6の厚さ方向で互いに反対方向に移動できる。エアシリンダ34に設けられたリードスイッチ42がロッド38,40が往動端位置に移動したことをそれぞれ別個に検出し、その信号に基づいて制御装置56がガス吹込みノズル24の袋6への挿入不良を判定する。
(もっと読む)
リテーナに収容された袋の袋口のシール方法及びそのシールシステム
【課題】被包装物が充填されリテーナ1に収容されたガセット袋2を、リテーナごとシール装置4に供給し、シール装置のグリッパー18,18で袋の袋口近傍の両側縁部を挟持し、袋口を一対の熱板21,21で挟んでシールする方法において、グリッパーによる袋の両側縁部の挟持ミスを防止する。
【解決手段】ガセット袋2の開口した袋口の両側部を、折り込み用内爪8,9,10,11と折り込み用外爪12,13で折り込み、両面から整形部材6,6,7,7で挟んで偏平状に保持し、その状態を維持したまま、袋2をリテーナごとシール装置4の供給位置4に移送する。
(もっと読む)
包装方法及び包装システム
【課題】袋詰め製品2をさらに外装袋3に収容し、外装袋3の袋口を袋幅方向に沿ってシールする場合に、袋詰め製品2の非充填部2b(ヘッドスペース部とシール部)の一部が外装袋3のシール部に噛み込まれるのを防止し、外装袋3内に包装された袋詰め製品2の見栄えが損なわれないようにする。
【解決手段】鉛直の軸部5aと水平の屈曲部5bからなる一対の略L字状部材5を、外装袋の開口した袋口から挿入し、袋詰め製品2の非充填部2bの片側に配置し、軸部5aを中心に回動させ、水平面内で旋回する屈曲部2bを前記非充填部2bに当接させ次いで反対側に折り込む。続いて、外装袋3の袋口を偏平状に閉じ、これにより外装袋3の内面で非充填部2bを押さえて折り込んだ状態に保持し、略L字状部材5,5を逆に回動させ、外装袋3の袋口から上方に抜き出した後、外装袋3の袋口をシールする。
(もっと読む)
チューブ容器を包装機へ供給する方法及び装置
【課題】空のチューブ容器1を倒立姿勢で、間欠回転式ロータリ型包装機のグリッパー8,8に供給し、前記グリッパーでチューブ容器の開口近傍の両側縁を把持できるようにする。
【解決手段】倒立姿勢のチューブ容器1のキャップ5を容器ホルダー17で保持し、容器供給コンベア11で受取り位置に移送してその位置で位置決めする。次いで、位置決めされたチューブ容器1の開口部を、一対の成形部材21,21で挟んで偏平化し、偏平化された開口部を一対の挟持部材24,24で挟持し、前記受取り位置からグリッパー8,8への引渡しが行われる引渡し位置へと移送する。グリッパー8,8は前記引渡し位置に停止したチューブ容器1の両側縁を把持する。
(もっと読む)
被包装物充填装置及び方法
【課題】被包装物の性状の変化に応じて重量式制御とパルス式制御を切り替え、効率の良い被包装物の充填装置及び充填方法を提供する。
【解決手段】回転テーブル13に複数組のグリッパ15を備えた間欠移送式縦型袋詰め包装機。第1充填ステーションVには第1オーガ式充填装置を、計量ステーションVIにはチャックと計量器とを備えた第1掴み替え計量装置を、第2充填ステーションVIIには第2オーガ式充填装置と第2掴み替え計量装置とを配置する。第1掴み替え計量装置の計量値が第1閾値以上である場合、第2オーガ式充填装置と第2掴み替え計量装置とを非作動状態に維持し、第1閾値未満で、第1閾値より小さい第2閾値以上である場合、第2掴み替え計量装置を非作動とし、第2オーガ式充填装置で不足パルス数分だけ被包装物を補充し、第2閾値未満である場合に、第2掴み替え計量装置で袋の掴み替えをして計量しながら第2オーガ式充填装置で補充する。
(もっと読む)
被包装物充填方法及び装置
【課題】挿入口を上向にして配置された包装容器内に複数の棒状の被包装物物を横向き姿勢で順次積み重ねた状態で容易且つ確実に、そして安定した状態で充填できる被包装物充填方法及び装置を提供する。
【解決手段】横向きの姿勢で供給される棒状の被包装物5を昇降ホッパー12内に順次受け入れて、昇降ホッパー内に位置する支持プレート20上へ順次積み重ね、その際、支持プレートは徐々に下方へ移動する。そして下降端位置に達する前に被包装物を昇降ホッパーの下部に設けられた支持バー24に引渡し、下降端位置に達した後、退避位置へ退避する。次いで昇降ホッパーは下方に位置した包装容器内に挿入され、容器の底近くの下降端位置に位置する。ここで、支持バーが解放位置へ移動して、被包装物が下方へ移動して包装容器内に充填される。そして、昇降ホッパーは容器から抜き取られる。
(もっと読む)
カットノズル及び充填装置
【課題】充填する液状物に含まれる固形物をを、吐出通路の側面に開口する取入開口において確実にカットし、固形物がカットノズルの先端から垂れ下がり、袋口を汚すのを防止する。
【解決手段】取入開口9に連通する供給路11にロータリーバルブ12が設置されている。ロータリーバルブ12のロータ14は円柱状で水平な軸線Xを有し、軸線Xと直交する流路15が形成され、外半径Rが軸線Xから吐出通路7までの間隔Dより大きく、かつ外周面に凹部が形成されている。ロータ14が連通位置から遮断位置へ回転するとき、取入開口9の背面側から、開口周縁で取入開口9に引っ掛かった固形物をカットする。続いてピストン6が下降するとき、取入開口9の内側から、取入開口9に引っ掛かった固形物を再度カットする。
(もっと読む)
ロータリー式真空包装機
【課題】グリッパーで袋口を袋幅方向に引っ張って袋口を緊張させた後、袋口をシールし、シール部にしわが発生するのを防止する。その場合に、グリッパー毎に緊張代の微調整が行えるようにする。
【解決手段】各グリッパー17は、袋の両側部を挟持する内側挟持部材18と外側挟持部材19を備える。内側挟持部材18は、内側第1挟持部24と袋の幅方向にスライド自在に設置された内側第2挟持部27を有する。外側挟持部材19は、外側第1挟持部37と袋の幅方向にスライド自在に設置された外側第2挟持部38を有する。各グリッパー17毎に設置されたエアシリンダ47が連結機構48を介して内側第2挟持部27に連結されている。エアシリンダ47が作動すると、袋の一方の側部を挟持した内側第2挟持部27と外側第2挟持部38が袋の幅方向外向きにスライドし、挟持した袋を緊張させる。エアシリンダ47のストロークはストッパー53で規制する。
(もっと読む)
1 - 10 / 91
[ Back to top ]