
株式会社ソディックプラステックにより出願された特許
1 - 10 / 35
射出成形機の制御方法
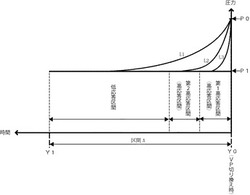
【課題】保圧工程における保持圧力の立ち下がりや立ち上がりの応答特性を最適化できる射出成形機の制御方法、および、特に、保圧工程の開始直後における圧力の立ち下がりの応答特性を最適化できる射出成形機の制御方法を提供する。
【解決手段】保圧工程開始時点または保持圧力の大きさが切り換えられる時点から次の保持圧力に切り換えられる時点までの間を時系列で高応答区間と低応答区間に区分し、高応答区間の少なくとも一部区間では、オペレータが設定した応答特性に対して、応答時間をゼロに設定する応答時間ゼロ設定と、応答時間をゼロ以外の値に下げる応答時間減少設定と、サーボ機構のスプール開度の開度制限を広げる開度制限指令値拡大設定の3種類のうち少なくともいずれか一つの設定を行う。
(もっと読む)
成形条件の設定方法

【課題】充填速度および保圧の応答度合いの選択肢を広げることで応答特性を最適化できると共にその選択作業を容易にする成形条件の設定方法を提供する。
【解決手段】射出充填の開始から終了までを1以上の区間に分割し、各区間に対して射出充填の速度と射出充填の圧力のうちいずれか一方を設定することで、成形条件を1段以上の階段状に設定し、前記1以上の区間のうち少なくとも一つの区間について、当該区間に設定した射出充填の速度又は射出充填の圧力となるまで射出軸の駆動を制御するための応答区間を設定すると共に当該応答区間における成形条件を、曲り度合いが異なる2種類以上の関数から選択する。
(もっと読む)
斜板式ピストンポンプ
【課題】 回転シリンダの回転によって吐出側の作動液に圧力が立つことで回転シリンダを吸込側に押し付けようとするラジアル方向の押圧力が発生しても、これを打ち消す働きをさせることで、回転シリンダの回転軸を軸支えするベアリングにかかる負荷を軽減する構成とし作動信頼性を高めた斜板式ピストンポンプを提供する。
【解決手段】 前記回転シリンダ3の外周側面と向き合うハウジング2の内周側面のうち、吐出口側には吐出液用溝25が形成され、吸込液側には吸込液用溝27が形成されるとともに、前記吐出液用溝25と相対する位置にはカウンタ液用溝28が形成されており、前記吐出液用溝25からカウンタ液用溝28に作動液の一部が返送される構成の斜板式ピストンポンプとした。
(もっと読む)
樹脂成形装置の金型取付用冶具、当該金型取付用冶具が配された射出成形装置、及び射出成形装置の金型取付方法
【課題】 より正確な位置で高い再現性で金型の位置合わせが可能となる新規な樹脂成形装置の金型取付用冶具を提供する。
【解決手段】 樹脂成形装置の金型取付用冶具1は、圧縮ばね等の力で上昇するピストンと、このピストンの上面からその頂部が突出したローラ3とを備え、ローラ3の頂部が可動型220の下面と当接しており、可動型220の固定を解除し型締め状態を解除したときに前記可動型220の重量と釣り合う力で下支えする。
(もっと読む)
トランスファ成形機におけるプランジャの制御方法及びプランジャの制御機構
【課題】 複数のタブレットにプランジャが当接してから複数同時に充填成形することで、製品の加工条件のばらつきを抑え、品質の安定した製品を作り込むことができるプランジャの制御機構を提供する。
【解決手段】 複数のポット31に配されたタブレット20をそれぞれ加圧するプランジャ50と、複数の油室60によって各プランジャ50を油圧保持する油圧バランサ1と、油圧バランサ1内の各油室60の連通路を開閉する油圧ピストン7を油圧制御する制御回路8と、油圧回路C1上に配されて油圧バランサ1内の油室圧力値の上昇を検出する圧力センサPeと、油圧バランサ1と共にプランジャを駆動する射出駆動装置9を備える。
(もっと読む)
射出成形機及び射出成形方法
【課題】 熱可塑性樹脂部及び熱硬化性樹脂部が一体成形された樹脂成形品を射出成形する。
【解決手段】 キャビティの一部を構成する下型UM1〜UM5と、下型UM1〜UM5と共に熱可塑性樹脂が充填される第1キャビティを構成する第1上型PM1、PM2と、下型UM1〜UM5と共に熱硬化性樹脂が充填される第2キャビティを構成する第2上型PM3、PM4と、第1キャビティ内に熱可塑性樹脂を射出する第1噴射ヘッド5A、5Bと、第2キャビティ内に熱硬化性樹脂を射出する第2噴射ヘッド5Cとを備える射出成形機1において、シリコーン成形工程(ST3)の終了後、第2上型PM3、PM4と共に下型UM1〜UM5を硬化工程(ST4)に移動させるので、硬化工程にて熱硬化性樹脂の硬化させることができる。したがって、生産効率の低下を抑制しつつ、成形サイクルの相違を吸収して同一のシステム内で成形できる。
(もっと読む)
ガス抜き手段を備えたスクリュプリプラ式射出装置
【課題】樹脂の可塑化溶融が完了して、その樹脂が盛んにガスを発生させたあとの溶融樹脂の流路からガス排出させるのにあたり、バラツキのない精密計量と、長期間の高排出効率の維持が望まれる。
【解決手段】そこで、樹脂を可塑化スクリュで可塑化溶融する可塑化部と、可塑化部から供給される溶融樹脂で射出プランジャを後退させて計量したあと射出する射出部と、それらを連通する連通路と、連通路を開閉させる逆流防止手段とを含むスクリュプリプラ式射出装置において、そのスクリュ先端の前方から連通路の射出部側の開口までの間の溶融樹脂の流路途中に、その流路を担う内孔と、その内孔の内周面に開口する通気孔とを有する通気部材を含むガス抜き手段を備えて、溶融樹脂が射出部に供給され計量される前に、その流路内のガスを射出装置外部に排出させる。さらに、ガス抜き手段が逆流防止手段よりも可塑化部側の溶融樹脂流路に配置されると良い。
(もっと読む)
成形機の型締装置
【課題】タイバによって連結された固定および支持プラテンと、それらの間で移動する可動プラテンとを含み、固定および可動プラテンにそれぞれ取り付けられた断熱板のその上から、固定側および可動側の金型がそれぞれ取り付けられ、その金型の取り付けの際に、その金型が金型取り付け部材によって締め付けられて固定されると、その締め付け力で断熱板が圧縮されて、その固定側金型とその可動側金型の間の平行度を悪くする。
【解決手段】そこで、本発明の成形機の型締装置では、ヤング率の大きい材質で形成されるとともに前記断熱板の厚み寸法よりも大きい厚み寸法に形成された断熱スペーサを、その断熱板をその厚み方向に貫通する複数の断熱スペーサ用の貫通孔に挿嵌させて、その断熱スペーサ用の貫通孔を、その断熱板の板面上の金型が面する領域内であって、その領域の中心点を通る上下方向と左右方向の直線に対して線対称の位置にそれぞれ形成させる。
(もっと読む)
軽金属射出成形機の射出装置
【課題】軽金属材料のビレットを融解ユニット内で溶融し、その溶湯を射出ユニットで計量して金型に射出する軽金属射出成形機では、ビレットのさらなる融解効率の向上と、溶湯の射出シリンダでの漏れ出し及び固化の防止が求められる。
【解決手段】軽金属射出成形機の射出装置は、融解シリンダ内で融解された溶湯の容積を増減する容量調整手段を備える。容量調整手段は、融解シリンダ孔内部に向かって進退する押し込みピンとその押し込みピンを前後に移動させる駆動装置とからなり、その押し込みピンの後退動作によって、射出シリンダの連通孔中の溶湯液面レベルを低下させる。また、押し込みピンの後退動作とビレットの前進動作とを同期的に行って、冷却工程にもビレットの前進を可能にして、ビレットの融解効率を向上する。
(もっと読む)
プリプラ式射出装置
【課題】射出成形機の射出装置は、ペレット状の樹脂材料を可塑化する際に、該樹脂材料の熱劣化物や分解ガスの発生をより徹底して低減することを求められる。
【解決手段】本発明の射出装置は、射出装置をスクリュが後退しないプリプラ式射出装置で構成し、その可塑化シリンダの投入口中に存在する樹脂材料のレベルを低位に制御するとともに、給気手段と排気手段とによってその可塑化シリンダ中の樹脂材料に所望の飢餓率に合わせて供給量を制御したガス流体を加熱状態で通過させる。こうすることによって、その射出装置は、該樹脂材料をほぐれて緩んだ状態にするとともに樹脂材料の軟化を均等に行って、その後の可塑化における過剪断の発生を確実に防止する。そのうえ、本発明の射出装置は、特に飢餓状態を計量時間として検出してその計量時間を基準飢餓計量時間と比較判定して制御するので、連続成形中の飢餓率を所望の飢餓率に定量的に制御する。
(もっと読む)
1 - 10 / 35
[ Back to top ]