
三菱化学ビーエーエスエフ株式会社により出願された特許
1 - 7 / 7
発泡性ゴム変性スチレン系樹脂粒子、同樹脂発泡粒子及びそれを用いて得た発泡成形体
【課題】短い成形サイクルで成形可能であり、成形品外観、耐衝撃性や柔軟性に優れた発泡成形体に適する発泡粒子を得るための発泡性ゴム変性スチレン系樹脂粒子、該粒子からなる発泡粒子及び発泡成形体の提供。
【解決手段】 1,4−シス構造の割合が70%以上のブタジエンゴムを8〜15重量%含有し、該ブタジエンゴムが粒子状であり、かつ該粒子の平均粒子径が1.5〜3.0μmであるゴム成分と、スチレン系樹脂とからなり、該ゴム成分が該スチレン樹脂に分散されてなるゴム変性スチレン系樹脂であって、前記樹脂中の鉱油含有量が3.0重量%以下、内部水分量が0.2重量%以下で、かつブタンを主成分とする揮発性発泡剤を1〜15重量%含有していることを特徴とする発泡性ゴム変性スチレン系樹脂粒子である。また前記記載の発泡性ゴム変性スチレン系樹脂粒子を加熱発泡させて得られたゴム変性スチレン系樹脂発泡粒子であり、更には前記記載のゴム変性スチレン系樹脂発泡粒子からなる密度が10〜600kg/m3であるゴム変性スチレン系樹脂発泡成形体である。
(もっと読む)
懸濁剤含有スラリーとその製造法、及び、それを用いた懸濁重合法
【目的】 懸濁重合に際し粒度分布の狭いビニル系重合体を得ることができるという優れた懸濁剤性能を持つと共に、その性能を長期間維持でき、また高濃度にした場合でも同等の性能を有する懸濁剤含有スラリーの提供、及び、該懸濁剤含有スラリーを効率よく得る製造方法の提供。
【構成】 無機系懸濁剤粒子及び分散安定剤を含む懸濁剤含有スラリーであって、無機系懸濁剤の粒子径が最小粒径からの95%重量累積粒径値が1μm以下である懸濁剤含有スラリー、無機系懸濁剤粒子を水性媒体中、分散安定剤の存在下で、最小粒径からの95%重量累積粒径値が1μm以下になるまで解砕する、懸濁剤含有スラリーの製造方法、及び、ビニル系単量体を重合開始剤、懸濁剤およびアニオン系界面活性剤を含む水性媒体中で懸濁重合させる方法において、該単量体100重量部に対して、該懸濁剤含有スラリーを無機系懸濁剤粒子の固形分で0.01〜10重量部用いる懸濁重合法。
(もっと読む)
起立部を有する発泡成形品の製造方法
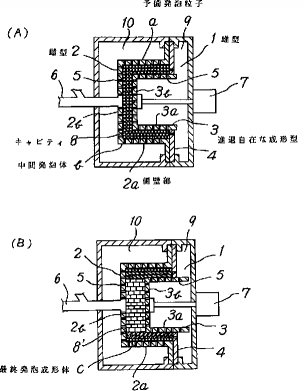
【目的】起立部を有する発泡成形品において、同一材料、同一密度であっても圧縮強度のより高い発泡成形品、特には底壁部の圧縮強度のより高い発泡成形品をを得ることができる起立部を有する発泡成形品の製造方法を提供する。
【構成】起立部を有する発泡成形品の底壁部を形成する部分に進退自在な成形型3を設けた金型とする。先ず、進退自在な成形型3を前進させ、予備発泡粒子aをキャビティ8内に充填し、加熱膨張させて粒子群を互いに融着させて起立部を有する中間発泡体bを形成する。次いで、進退自在な成形型3を所定位置まで後退させてその型の投影部分のキャビティ容積を1.1〜2倍に増大させ、中間発泡体bをさらに膨張させて起立部を有する最終発泡成形体cを形成する。
(もっと読む)
皮付き発泡体の成形方法
皮付き発泡体の成形装置

【目的】 発泡ビ−ズによる皮付き発泡体の成形装置を簡素化する。
【構成】 上方にパリソン押出機4を設けたブロ−成形用金型5に、2本のパイプ8,9と発泡ビ−ズ充填用フィ−ダ7を設け、これらのパイプ8,9をブロ−用エア源18や加熱水蒸気源20やバキュ−ム源21に接続する。この金型5にパリソン2を入れて、パイプ8,9をブロ−用エア源18に連通して、ブロ−成形する。次いで、パイプ8,9をバキュ−ム源21に連通して減圧しながらフィ−ダ7から発泡ビ−ズを供給した後、一方のパイプ8を加熱水蒸気源20に連通して発泡ビ−ズを加熱・融着し、他方のパイプ9をバキュ−ム源21に連通してドレンを取出す。したがって、これらのパイプ8,9がブロ−、加熱、冷却の工程を兼用するので、装置が簡素化する。
(もっと読む)
皮付き発泡体の成形方法
【目的】 発泡ビ−ズによる皮付き発泡体の成形法において、発泡体の冷却時にドレンを取出す。
【構成】 パリソン2を降下させてブロ−成形用金型5内に入れ、ブロ−成形して中空成形体2aを作る。次いで、この中空成形体2aが冷却固化する前に、これに予備発泡した発泡ビ−ズ3を充填し、この発泡ビ−ズ3を加熱水蒸気によって加熱・融着して皮付き発泡体を成形する。この成形方法で、中空成形体2aにパイプ8を挿入して、発泡体の冷却時にバキュ−ムするので、加熱水蒸気のドレンを取出すことができる。
(もっと読む)
皮付き発泡体の成形方法
【目的】 発泡ビ−ズによる皮付き発泡体の成形方法において、発泡ビ−ズの充填を効率よくし、発泡ビ−ズを密にする。
【構成】 パリソン2を降下させてブロ−成形用金型5内に入れ、ブロ−成形して中空成形体2aを作る。次いで、この中空成形体2aが冷却固化する前に、予備発泡した発泡ビ−ズ3を充填し、この発泡ビ−ズ3を加熱水蒸気によって加熱・融着して皮付き発泡体を成形するに当り、発泡ビ−ズ3を充填する際に中空成形体2aの中の圧力を大気に解放するので、発泡ビ−ズ3の充填が効率よく行われ、発泡ビ−ズ3が密に充填する。
(もっと読む)
1 - 7 / 7
[ Back to top ]