
Fターム[2F062DD00]の内容
機械的手段の使用による測定装置 (14,257) | 補正、補償、較正、調整 (452)
Fターム[2F062DD00]の下位に属するFターム
Fターム[2F062DD00]に分類される特許
1 - 9 / 9
表面性状測定装置、その接触子モデル生成方法、及びプログラム
【課題】高精度で3次元接触子モデルを生成可能な表面性状測定装置、その接触子モデル生成方法、及びプログラムを提供する。
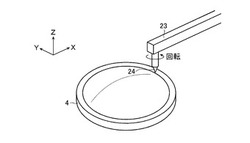
【解決手段】表面性状測定装置は、被測定物に先端が接触可能な接触子24と、接触子24を互いにX軸、Y軸、Z軸に沿って移動させる制御部41とを備える。制御部41は、接触子24を被測定物の表面に倣うように駆動すると共に接触子24の先端位置を疑似測定点Piとして取得する。制御部41は、基準ワーク4を接触子24で倣い測定して3次元接触子モデルM2を算出する。制御部41は、接触子24を、Z軸を中心として回転駆動する。制御部41は、回転駆動される接触子24の複数の回転位置のそれぞれにおいて、接触子24をX軸方向及びZ軸方向に沿って移動させて基準ワーク4を倣い測定して疑似測定点Piを取得し、取得された疑似測定点Piに基づいて3次元接触子モデルM2を算出する。
(もっと読む)
三次元測定機

【課題】補正パラメータの算出にかかる時間を短縮することができ、測定精度を向上させることができる三次元測定機の提供。
【解決手段】三次元測定機は、測定子211Aを有するプローブ21と、駆動機構と、補正パラメータ算出装置とを備える。補正パラメータ算出装置は、測定子211Aの回転変位を拘束することなく測定子211Aの並進変位を拘束する拘束手段6と、プローブ21の移動量が0となる位置を基準位置として設定する基準位置設定部と、拘束手段6にて基準位置に測定子211Aを拘束した状態でプローブ21を複数の測定点に移動させて各測定点における基準位置からのプローブ21の移動量、及び駆動機構の移動量を取得する測定点情報取得部とを備え、測定点情報取得部にて取得される情報に基づいて、プローブ21の座標系を補正するための補正パラメータを算出する。
(もっと読む)
測定機、及びフィルタ装置
【課題】測定条件に応じて測定機の共振特性が変化する場合であっても適切に測定誤差を低減させることができる測定機の提供。
【解決手段】三次元測定機1は、三次元測定機本体2と、ホストコンピュータ3とを備える。ホストコンピュータ3は、測定値にデジタルフィルタを適用して三次元測定機本体2の共振特性に基づく測定誤差の影響を低減するフィルタ装置4を備える。フィルタ装置4は、三次元測定機本体2の共振特性を変化させるパラメータを取得するパラメータ取得部41と、パラメータ取得部41にて取得されるパラメータに基づいて、三次元測定機本体2の共振特性の変化に追従するデジタルフィルタを設計するフィルタ設計部42と、フィルタ設計部42にて設計されたデジタルフィルタを測定値に適用するフィルタ処理部43とを備える。
(もっと読む)
V溝形状測定方法および装置
【課題】回転テーブル上の被測定物のV溝形状の特性値を正確かつ確実に測定する。
【解決手段】測定子方向一定制御工程と、回転テーブル半径一定倣い制御工程と、2面接触倣い制御工程とを組み合わせ、被測定物のV溝を構成する2面に、常に倣いプローブ22の測定子24を接触させるV溝回転テーブル倣い制御工程を行い、プローブ22の倣い進行方向を、プローブ22の測定子24の中心位置の軌跡から求めて、倣い制御処理を行う。
(もっと読む)
媒体厚み測定装置
【課題】媒体の厚みを高精度で測定することを目的とする。
【解決手段】媒体厚み測定装置10であって、基準ローラ100と、媒体の厚みと前記基準ローラの誤差要因による厚み測定誤差とを合わせた第1の測定値を取得する第1の測定部と200A、前記第1の測定部と予め定められた位相差θ分ずれた位置に配置され、前記第1の測定部が測定した位相における前記基準ローラの誤差要因による厚み測定誤差を第2の測定値として取得する第2の測定部200Bと、前記第2の測定部による第2の測定値を前記位相差分ずらすとともに、前記第1の測定部による第1の測定値との差分を求めて、前記媒体の厚さを取得する媒体厚さ取得部350とを備える。
(もっと読む)
形状測定方法及び形状測定装置
【課題】側面形状測定において形状測定プローブの先端の移動量をレーザ光と4分割フォトダイオードを用いて高精度に測定する。
【解決手段】Z軸に沿って移動可能な形状測定プローブと、該形状測定プローブ内に一点で支持され先端がXY方向の力により傾斜可能でかつレーザ光を反射するミラーを有するスタイラスがあり、反射するレーザ光を4分割フォトダイオードに集光して得られる電気信号出力から該スタイラスの傾斜を検知して該スタイラス先端のXY方向移動量を得る3次元形状測定方法において、実測定に先んじて該電気信号出力から得られるXY方向移動量(TXm,TYm)の生データと真のXY方向移動量(TX、TY)の関係を求める参照テーブル測定工程によって参照テーブルを作成し該参照テーブルを用いて実測定した生データから補正した真のデータを得る。
(もっと読む)
軸間角度補正方法
【課題】 複数軸をもつ機械の軸間角度補正が高精度に且つ容易に行える方法の提供。
【解決手段】 機械16のテーブル12に置かれた一の基準球36上の指定移動軸方向位置での測定軸方向形状情報をテーブル12の直線移動により同一基準球36上の複数の異なる指定移動軸方向位置について取得する基準球測定工程(S10)と、該形状情報に基づき該基準球36の測定軸方向形状のピーク点での該センサー14よりの測定軸方向位置情報を各指定移動軸方向位置について求めるピーク検出工程(S12)と、該各ピーク点の位置情報に基づきテーブル12の実際の移動方向を表わす実直線情報を求める誤差情報取得工程(S14)と、該実直線情報に基づき補正用情報を求める補正用情報取得工程(S16)と、該補正用情報に基づき該センサー14よりの測定軸方向位置情報を補正する補正工程(S20)と、を備えたことを特徴とする軸間角度補正方法。
(もっと読む)
測定器具
測定器具は、プローブ(11、12)と表面(61)の間の相対的移動を行うことによってワーク(60)の表面(61)の表面プロファイルまたは形態を測定し、それによってプローブは表面形態の変化に追従し、それによって変位する。表面に追従するときのプローブの変位手段は、干渉計ゲージ(35)であってもよい変位プロバイダによって得られる。表面(61)上で単一の測定経路に沿って測定を行う代わりに、それぞれの測定が対応する測定データセットを得るように測定経路の部分(61dおよび61eまたは61gおよび61h)上で行われ、これらの測定データセットは基準データセットに独立して位置決めまたは位置合わせされる。基準データセットは、測定経路(61)の別の部分(61c)上、構成部品の別の表面(62aおよび62b)の上の別の測定経路(61f)上、または構成部品が配置される表面の上の別の測定経路上で行われる測定によって得ることができる。位置合わせした測定データセットはその後互いに合わせられて、表面のプロファイルを形成する。 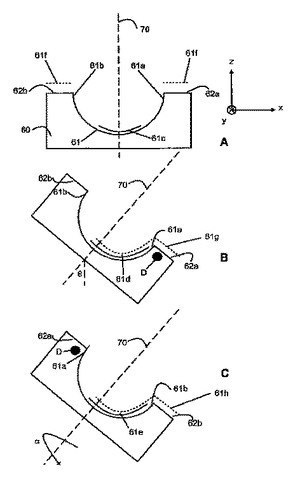 (もっと読む)
(もっと読む)
歯車歯面形状測定機の検査・校正アーティファクト
【課題】 1)高精度な形状測定機で容易に、トレーサブルな値付け測定をすることができ、2)歯車歯面形状測定機の検査・校正を短時間で容易に、正確に、かつトレーサブルに行うことができ、3)歯車歯面の精度規格とも整合して検査・校正結果を得ることができる、歯車歯面形状測定機の検査・校正アーティファクトを提供する。
【解決手段】 検査・校正アーティファクト10は、略円筒形状あるいは略円錐体形状の本体部14と、本体部14の両端から本体部14と同軸に延在する軸12と、本体部14の外周面14xに90°又は120°ごとに、あるいはそれより既知のある微小角度ずらした位置に形成され、径方向外側に突出する4つ又は3つの測定対象となる歯16a〜16dとを備える。
(もっと読む)
1 - 9 / 9
[ Back to top ]