
Fターム[3C022FF00]の内容
フライス加工 (3,690) | 以下に展開されないフライス工具 (32)
Fターム[3C022FF00]の下位に属するFターム
分割型カッタ (18)
カッタ製造、組立方法 (11)
Fターム[3C022FF00]に分類される特許
1 - 3 / 3
仕上げ用加工工具
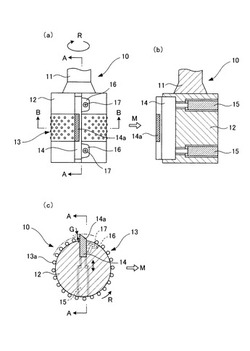
【課題】砥粒を電着又はロウ付けした砥石工具の利点と切削工具の利点とを組み合わせ、高能率にかつ良好な加工面を得ることができる仕上げ用加工工具を提供する。
【解決手段】回転軸11が取り付けられた円柱状の台座12と、台座12の外周面の全周に電着又はロウ付けされた多数の砥粒13aからなる砥石部13と、砥石部13の周上の1箇所に設けられ、切刃14aが先端に形成された切削部14とを有し、回転時における砥粒13aの先端と切刃14aの先端との間に段差Gを設け、切刃14aの先端を砥粒13aの先端より高くすると共に、仕上げ用加工工具10の1回転当たりの送り量より段差Gを小さい値とした。
(もっと読む)
複合工具

【課題】
工具回転軸に対して、同軸に取り付けることが可能なフライス切削刃と超砥粒砥石から構成される複合工具において、内周側のフライス切削刃から生じる切り屑が、スムーズに外部へ排出される高能率加工が可能な複合工具を提供することである。
【解決手段】
超砥粒砥石の超砥粒層にスリットを設け、スリットの開口部は少なくとも、軸心と、フライス切削刃の外周部とを結ぶ線上から40度以内の角度に形成し、フライス切削刃先端部からのチップポケット最深部までの距離dは、フライス切削刃先端部からスリット最深部までの距離Dよりも小さくし、フライス切削刃のラジアルレーキ角は、マイナス1度〜マイナス15度に設定する。
(もっと読む)
工作物を加工する工具および方法
工具(1)は軸Aを中心として回転可能であり、加工面(11)のほうを向いた少なくとも1つの粗加工用の切削インサート(15)と工作物の精密加工をするための研削部材(9)とを備える工具本体(3)を有する。研削部材(9)は工具本体(3)に対して相対的に引き込まれた休止位置から加工面に向って加工位置へと位置調節可能である。それにより、簡単な設計的手段によってコンビネーション型のフライス・研削工具が構成される。 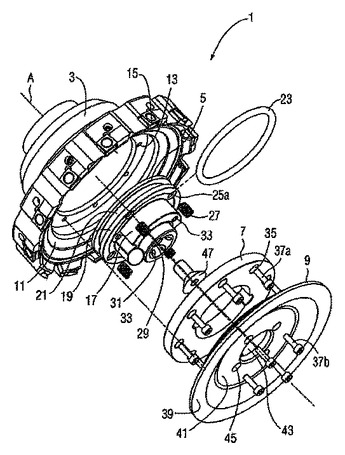 (もっと読む)
(もっと読む)
1 - 3 / 3
[ Back to top ]