
Fターム[3C022JJ00]の内容
フライス加工 (3,690) | 円板形フライス (112)
Fターム[3C022JJ00]の下位に属するFターム
スローアウェイチップを利用したもの (42)
切刃取付手段 (22)
切刃角度 (8)
複数切刃の位置関係 (27)
組合せ側フライス (3)
Fターム[3C022JJ00]に分類される特許
1 - 10 / 10
曲線切断用メタルソーとその加工方法と加工装置
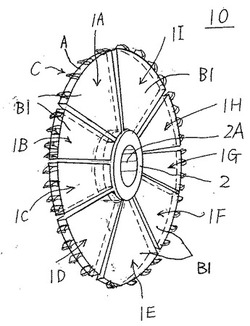
【課題】航空機の機体となる炭素繊維強化プラスチック積層板やジュラルミン板、金属薄板等々を任意形状の高精度製品として容易に曲線切断できる新規な曲線切断用メタルソーとその加工方法と加工装置を提供する。
【解決手段】 円板状の台金1の中心部に回転駆動軸に装着される取付孔2Aを有し、上記台金の外周縁Aに切刃Cを備えたメタルソー10であり、上記台金1はこの全周囲に複数枚の扇状放射板(分割台金)1A,1B・・・を等間隔に分割配列させてなり、上記扇状放射板をこの回転軸芯方向Oとなる扇状放射板(台金)の左右側面への外力により回転軸芯方向へ撓み可能とした曲線切断用メタルソーである。
(もっと読む)
リング形状のフライス工具キャリアを固定するためのデバイス
本発明は、リング形状フライス削り工具キャリア(10)を、ねじを切られた連結部(15)という手段によって、機械レシーバ(11)に取り付けるためのデバイスに関する。 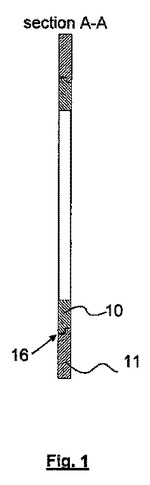 (もっと読む)
(もっと読む)
切削用回転刃および切削加工装置

【課題】一度に多量のワークピースの端部を切削加工により処理出来る切削用回転刃及び加工装置を提供する。
【解決手段】切削加工装置10は、垂直フレーム14に回動可能に支持されたベース18を有し、ベース18の前面において、下端に定盤22を設け、上部に昇降台30を昇降ガイド28に沿って上下に移動可能に設ける。昇降台30に、軸受け32によって回転軸34を支承し、回転軸34に回転刃36を取り付ける。ベース18の後面にエアシリンダ40が設けられ、エアシリンダ40のロッドがS字連結板48によって、昇降台30に連結される。したがって、エアシリンダ40のロッドが下方に変位すると、昇降台30すなわち回転刃36も下降する。下降に伴って、回転刃36の周方向に間隔を隔てて設けた複数の刃部に形成した切削刃が、次々と、定盤22上に支持したワークピースの角部に当たる。
(もっと読む)
回転工具
【課題】工具本体に働く弾発力を調整可能としてより最適な操作感を得ることができるようにする。
【解決手段】回転工具10は、駆動軸Spにこの駆動軸Spと一体に回転するように固定される回転軸部材12と、この回転軸部材12に装着される工具本体14と、ナット部材18および皿ばね16とを有する。回転軸部材12は、前記工具本体14がこの部材12と一体に回転し、かつ当該部材12の軸方向に変位し得る状態で装着される装着部22と、この装着部22よりも前側に位置して回転軸部材12の離脱を規制するフランジ部20と、前記装着部22の後側に設けられ、ナット部材18が螺合装着される雄ねじ部24とを備える。そして、この回転軸部材12に装着されるナット部材18と工具本体14との間に前記皿ばね16が弾性圧縮状態で介在するように装着される。
(もっと読む)
精密ロール旋盤
【課題】ロールの外周面に周方向の縦溝を高精度に加工できるだけでなく、長手方向の横溝についても高精度に加工することができるようにする。
【解決手段】ベッド10と、ベッド10上に設置され、ロール形状のワークの一端をチャックで保持しながら該ワークに回転を与えるとともに、ワークの円周方向の割出しを行う割出し軸(C軸)を有する主軸台12と、主軸台12に対向してベッド10上に配置され、ワークの一端を回転自在に支持する心押台14と、ワークの長手方向(Z軸)を移動可能にベッド上に設置されたサドル26と、ワークの長手方向と直角の方向(X軸)に移動可能に前記サドル上に設置されたテーブル28と、テーブル28上に設置され、割出し軸(B軸)を有する刃物旋回台30と、複数のバイト36が取り付けられ、刃物旋回台30上に設置された刃物台33と、刃物台33に設置されたフライカッタスピンドル装置34と、からロール旋盤が構成される。
(もっと読む)
カッター
【課題】 特にβ―チタンや超弾性金属材を加工するための円盤カッターであって、ノコ歯が早期に切れ止むことなく効率よく切削加工が出来る、寿命の長い円盤カッターの提供。
【解決手段】 基盤1の外周には複数のノコ歯2,2・・を一定ピッチで設けると共にノコ歯間には滑らかな凹状曲面にて形成した歯底6,6・・を有し、そして該歯底6,6・・には両側へ傾斜した逃がし面7,7・・を形成している。
(もっと読む)
切削工具
【課題】軸線回りに回転されて被削物を切削する際の振動の発生を抑制して高精度の加工を可能にした切削工具を提供する。
【解決手段】軸線O1方向先端1a側からの対向視に略円形を呈する工具本体1に切刃部を備え、軸線O1回りに回転させられつつ切刃部を被削物に切り込ませて被削物を切削する切削工具Aにおいて、工具本体1の外周側の軸線O1を中心とした同心円上に、かつ軸線O1を中心とした対称位置に、工具本体1の外面に開口しつつ凹む凹部8が形成されるとともに、この凹部8には、工具本体1と比重の異なる充填材11が充填されており、充填材11は、溶融した状態で凹部8に充填されて固化した状態で工具本体1と一体とされている。
(もっと読む)
突起形成方法及びそれに使用される回転刃物及び切削装置
【課題】薄板、厚板、ブロック材の表面を切削して、各種の突起を格子状に形成するための方法。
【解決手段】回転刃物11は、外周に切削刃16が形成された回転盤12又は先端に切削刃が形成された回転軸であって、回転刃物とワークを相対的に前後左右に移動させ、ワークに突起を格子状に形成するものである。切削装置は、ワークを固定する固定台と、前記回転刃物が装着された回転駆動体を備え、固定台と回転駆動体を相対的に前後左右方向に移動させ、多数本の格子状の溝とそれら格子状の溝に囲まれた多数の突起を形成可能としたものである。回転刃物による切削片の飛散を防止する飛散防止具を備えることもできる。
(もっと読む)
正面フライスおよび加工方法
【課題】水溶性切削油剤が残留した被削材を正面フライス加工したときの切刃の寿命低下を防止する。
【解決手段】本正面フライス(1)は、軸心(CL)まわりに回転する工具本体(2)の先端外周部に、周方向に略等間隔に複数の切刃(11)が配設されており、前記工具本体(2)内部には、外部から供給された流体を導入するための第1供給穴(60)が少なくとも1つ形成され、前記第1供給穴(60)は、工具外周側に向けて延びる開口部(62)を有し、且つ、前記開口部(62)において少なくとも任意の1つの切刃(11)の工具回転方向(K)前方を指向し、さらに、前記第1供給穴(60)を流通し前記開口部(62)から噴射された圧縮空気により、切削しようとする部分に残留する水溶性切削油剤が除去されるようにした。
(もっと読む)
バリ取り装置
【課題】切り粉がからんだり噛み込んだりすることなく除去できる。
【解決手段】桁1のバリ3を切除するバリ取り装置10は、進退可能な棒状の支持部材11の先端側に支持したロータリカッタ16を有している。ロータリカッタ16の支軸16aに回転ローラ20を連結し、回転ローラは支持部材に設けた回転軸18を中心に回転可能な接離部材19に取付ける。回転軸18はアーム部を介して支持部材11の長手方向に延びる作動ロッド32に連結する。作動ロッドを前進させると回転軸18を中心に接離部材19が回動し、ロータリカッタを連動させて桁1のバリ3に当接させる。ロータリカッタは支軸16aを中心に円弧状の切刃を周方向に所定間隔で配列させ、駆動源に連結したベルトによって回転ローラ20を回転させてロータリカッタでバリを回転切削する。切り粉は支持部材に設けた排出パイプ41の開口41aから吸引排出する。
(もっと読む)
1 - 10 / 10
[ Back to top ]