
Fターム[3C043BA00]の内容
円筒・平面研削 (5,214) | 汎用平面研削 (896)
Fターム[3C043BA00]の下位に属するFターム
工作物支持テーブルが往復動するもの (39)
工作物支持テーブルが回転するもの (190)
工作物支持テーブルが動かないもの (17)
工作物材料の性質 (248)
工具の構造 (48)
工具の切込送り (57)
工具の傾き (21)
工具と工作物の位置関係 (96)
工作物保持部分 (112)
工作物の供給、排除 (46)
ドレッシング (12)
Fターム[3C043BA00]に分類される特許
1 - 10 / 10
研削方法
【課題】 被加工物を研削して薄く加工しても割れが生ずることのない被加工物の研削方法を提供することである。
【解決手段】 研削砥石を有する研削ホイールで被加工物を研削する研削方法であって、研削を実施中に、研削砥石の端面の下に被加工物が侵入する研削砥石に対する被加工物の少なくとも入口側で被加工物上に圧力を付与する。これにより、研削砥石に対する該入口側の被加工物を該端面の下の被加工物に対して平坦にしつつ研削を遂行する。
(もっと読む)
研削装置

【課題】被加工物にダメージを与えることなく、研削ホイールの研削面が被加工物に接触して実際に研削が開始されるまで時間を短縮して生産性を向上させる研削装置を提供する。
【解決手段】制御手段10はチャックテーブル8に保持された加工前の被加工物Wの厚さを記憶する記憶手段を備えており、研削水供給手段4を作動して研削ホイール324に研削水を供給しつつ研削ユニット送り機構5を作動して研削ユニット3を移動する際に、研削ホイールの研削面と加工前の被加工物との間隔が所定間隔に達する送り速度変更位置までは第1の送り速度で、研削ユニット送り機構を作動し、送り速度変更位置から研削ホイール回転速度が所定値まで低下するまでは第1の送り速度より遅いが、研削送り速度より速い第2の送り速度で研削ユニット送り機構を作動し、以後研削終了位置まで研削送り速度で、研削ユニットを送る。
(もっと読む)
板状体の加工方法
【課題】作業時間を短縮でき、また研削面、研磨面の面精度を向上させることができる板状体の加工方法を提供する。
【解決手段】板状体の裏面の三次元形状を形状測定装置により測定し、板状体裏面の三次元形状のデータを得る工程と、前記工程の後、前記三次元形状のデータに基づいて、板状体裏面が見かけ上平坦になるように板状体裏面に、インクジェットプリンタにより紫外線硬化型インクを塗布し、紫外線照射装置によって前記紫外線硬化型インクを固化させる塗布固化工程と、前記工程の後、板状体裏面を下にして定盤に固定し、板状体表面を研磨あるいは研削する工程と、前記工程の後、板状体を上下反転して、定盤に固定し、板状体の裏面を研磨あるいは研削する工程を含む。
(もっと読む)
加工装置
【課題】半導体ウェーハ等の基板に研削加工や研磨加工を施す加工装置において、チャックテーブルの回転軸の傾き角度に応じて基板の厚さ測定値を補正することで、正確な基板の厚さを容易に得る。
【解決手段】研削加工装置10に、厚さ測定ゲージ50で測定して得たウェーハ1の厚さ測定値を補正する測定値補正手段110を設ける。厚さ測定値補正手段110には、チャックテーブル20の回転軸20aの傾き角度によって、ウェーハ1の実際の厚さと、厚さ測定値との間に生じる誤差を補正する補正値が記憶される。この厚さ測定値補正手段110は、回転軸20aを傾かせたときに、傾き角度とともに、その角度に応じた補正値を読み取り、厚さ測定ゲージ50で測定して得られた厚さ測定値を補正することにより、正確な基板の厚さを測定する。
(もっと読む)
製品情報の刻印方法
【課題】デバイスの裏面に製品情報を形成するに際し、その効率を高めて生産性を向上させる。
【解決手段】分割予定ラインによって区画されて複数のデバイスが表面に形成されたウェーハWの裏面W2を研削してウェーハWを所望の厚さに形成する裏面研削工程を遂行した後、ウェーハWをデバイスに分割する前に、ウェーハWの裏面W2にレーザー光211aを照射して個々のデバイスの裏面に製品情報30を刻印する刻印工程を遂行し、ウェーハWの段階で製品情報の刻印を行う。
(もっと読む)
研磨装置の研磨剤塗布装置
【課題】スペースに余裕のない箇所でも研磨剤の塗布が均一に、しかも被研磨体に対してのみ行われ、被研磨体が通過すると、研磨剤の塗布を中断させることができるような塗布装置を提供する。
【解決手段】研磨装置の研磨ロールの両側にはピンチロールとの間の無端ベルト上方に塗布装置が配置され、この塗布装置は、モータ11によって回転駆動されるネジ棒12と、該ネジ棒12に並設されるガイドロッド13と、ネジ棒12に螺着され、ガイドロッド13にスライド可能に装着されて回転止めされるナット14と、該ナット14に支持され、研磨剤が吹付空気と共に散布されるノズル16よりなり、モータ11によりネジ棒12を回転駆動すると、ノズル16が鋼板の搬送方向と直交する方向に直進する。散布が鋼板端に達すると、ノズル16に操作空気が送られ、これによりON−OFFが切換えられて研磨剤の散布が停止される。
(もっと読む)
研削盤の加工方法
【課題】 従来よりも加工スピードを向上させ、加工精度及び研削面の品質を向上させた製品を生産性良く製造することが可能な研削盤の加工方法を提供する。
【解決手段】 加工物取付部10上に載置された加工物11と砥石12とを相対的に複数回往復移動させ、砥石12により加工物11を研削して切上加工を行う研削盤の加工方法において、砥石12による加工物11の研削距離Xn は、前回の砥石12による加工物11の研削範囲内で、しかもこの研削距離Xn-1 よりも短い。
なお、nは往復移動の回数であり2以上の整数である。
(もっと読む)
複数の角型電磁チャックのワ−クテ−ブル上へ並列設置する方法
【課題】 寸法の大きいワ−クがワ−クテ−ブル上で位置ずれするのを防止できる複数の電磁チャックの並列方法。
【解決手段】 工作機械のワ−クテ−ブル4に予め設けた複数の雌ネジ孔41を利用して角型電磁チャック2の複数をそれらの底部フランジ22が存在する角型電磁チャック2の長手方向側が前記ワ−クテ−ブル4上の前後方向になるように並列させ、前記雌ネジ孔に締付雄ネジボルトをネジ込み、前記締付雄ネジボルトに固定金具40を螺合し、角型電磁チャックのフランジを固定金具40で押圧してワ−クテ−ブル上に角型電磁チャック2,2,2を並列固定する。
(もっと読む)
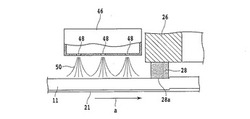
厚み計測器及び研削装置
【課題】板状物に傷を付けずにその厚みを正確に計測する。
【解決手段】保持テーブルに保持された板状物2の上面2aに向けて流体を流出させて流体膜3を形成すると共に、筒体12の内部に流体柱4を形成し、送波部17から超音波を送信してからその反射波が到達までの時刻から板状物2の厚みを求める。筒体12は板状物2の接触しないため、板状物に傷を付けることがない。
(もっと読む)
リニアモータの制御方法
【課題】 推力ムラを取り除き、精度の良い推力直接制御を可能とするリニアモータの制御方法を提供する。
【解決手段】 リニアモータの位置xに対するリニアモータの電流分布D(x)を予め求めておく。目標推力に対応する計算制御電流Iに対し、リニアモータの実際の制御電流をI・D(x)とする。リニアモータの位置xに対するリニアモータの電流分布D(x)は、速度一定制御を行って求める。
(もっと読む)
1 - 10 / 10
[ Back to top ]