
Fターム[3C046HH00]の内容
バイト、中ぐり工具、ホルダ及びタレット (11,352) | ダイヤモンド工具、CBN工具 (252)
Fターム[3C046HH00]の下位に属するFターム
単結晶 (24)
焼結体 (134)
ダイヤモンド被覆工具 (84)
Fターム[3C046HH00]に分類される特許
1 - 10 / 10
微細複製工具を作製するための整列マルチダイヤモンド切削工具組立体及び該切削工具組立体を作製する方法
【課題】微細複製工具に溝を作製する際に用いる切削工具組立体及びその作製方法の提供。
【解決手段】切削工具組立体には、取付け構造体及び10マイクロメートル未満の許容誤差で取付け構造体内で整列している複数のダイヤモンドが備わっている。例えば、第1及び第2のダイヤモンドチップを備えている第1及び第2の工具シャンクは、第1のダイヤモンドチップの切削位置と第2のダイヤモンドチップの切削位置が一致するように、取付け構造体内に位置決めすることができる。しかしながら、第2のダイヤモンドチップは、第1のダイヤモンドチップよりも、さらに取付け構造体から離れた既定の距離に配置してもよく、また第2のダイヤモンドには、第1のダイヤモンドチップとは異なる形状を持たせてよい。
(もっと読む)
プリズム状の型およびシート材を作るための精密ダイヤモンド旋削のピンベースの方法
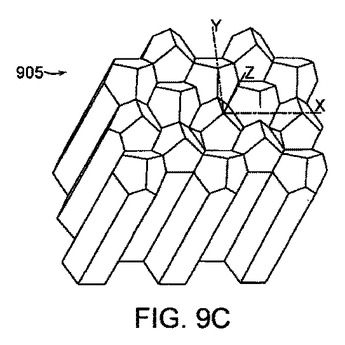
大量生産可能である、フルキューブコーナピンを特徴とする再帰反射性材料、またはシート材を提供するために用いる、システムおよび対応する方法を開示する。フルキューブコーナの成形は、ダイヤモンド旋削工具の使用によって提供することができる。ダイヤモンド旋削工具は、数多くのピンを同時に製造するために使用され得る。ピンを用いて、三角形またはフルキューブコーナ面の形成を特徴とする型を形成することができる。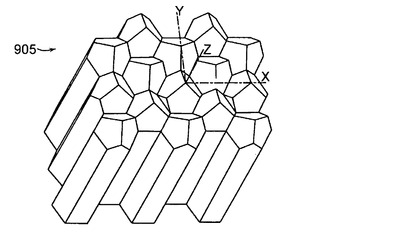
 (もっと読む)
(もっと読む)
金型の製造方法および光学素子の製造方法

【課題】微細な複数列の溝が精密に形成された金型の製造方法および光学素子の製造方法を提供する。
【解決手段】刃の掬い面から逃げ面側につき抜けた溝が逃げ面に形成され、且つ刃の先端の曲率半径が50nm〜5μmであるダイヤモンドバイトで、圧延方向に対して0度、45度、および90度方向でのランクフォード値r0、r45、およびr90の平均値rav(=(r0+2×r45+r90)/4)が0.6以上の金属または加工硬化指数が0.2〜1.0の金属からなるワークを切削することによって複数列の溝が形成された金型を得る。該金型を用いて透明樹脂成形体に前記複数列溝の形状を転写することによって、複数列の溝が形成された光学素子を得る。
(もっと読む)
切削加工工具、切削加工方法
【課題】光学素子又は光学素子成形金型等の被加工物が有効部外に凹部を有する形状であっても、加工時間を長くすることなく、虹目のない外観品質の優れた被加工物を得ることのできる切削加工技術を提供する。
【解決手段】シャンクの一端に固定されたチップ2の刃先先端で被加工物を切削加工するダイヤモンドバイト1において、チップ2の刃先稜部が、互いに異なる曲率半径r4および曲率半径r5を有する小円弧刃部4および大円弧刃部5で構成され、小円弧刃部4の曲率半径r4の中心S、および大円弧刃部5の曲率半径r5の中心Sは、当該小円弧刃部4および大円弧刃部5の接続点Qを通る軸線6に存在する構成とし、被加工物の有効部(凸部)の回りの凹部は小円弧刃部4で加工し、有効部は大円弧刃部5で加工することで、送り速度を小さくすることなく、同一のダイヤモンドバイト1で被加工物の凹部および凸部を連続して高精度に切削加工を行う。
(もっと読む)
ロウ付けcBN工具
【課題】 裏打板との接合強度の高い超高圧焼結体を提供する。
【解決手段】 切刃を有するcBN焼結体5の下面に接合した裏打板4を超硬合金製の台金2の所定位置にロウ付け7接合したロウ付けcBN工具1において、裏打板4のcBN焼結体5側は角部の曲率半径が0.1μm以上のWC粒子が全WC粒子の50面積%以上を含むWC粒子を鉄族金属12〜30面積%で結合した超硬合金からなり、裏打板4のロウ材7側は角部の曲率半径が0.1μm以上のWC粒子が全WC粒子の20面積%以下のWC粒子を鉄族金属8〜30面積%で結合した超硬合金からなることを特徴とするロウ付けcBN工具1である。
(もっと読む)
レーザによるダイヤモンド切削工具とその製造方法
【課題】ダイヤモンド切削工具に取り付けられるダイヤモンドチップの長寿命化を図る。
【解決手段】ダイヤモンドバイトなどのダイヤモンド切削工具の先端に取り付けられるダイヤモンドチップの形状成形後にチップの加工物との接触面に超短パルスレーザ光を照射して5nmないし3000nmの周期構造の微細凹凸面を形成する。チップと接触面の摩擦抵抗が軽減されるので、切削時の抵抗が少なくなるので、チップの長寿命化が図れる。
(もっと読む)
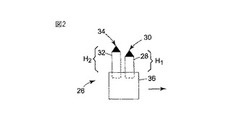
微細複製工具を作製するための整列マルチダイヤモンド切削工具組立体
本開示は、微細複製工具に溝を作製する際に用いる切削工具組立体に関するものである。切削工具組立体には、取付け構造体及び10マイクロメートル未満の許容誤差で取付け構造体内で整列している複数のダイヤモンドが備わっている。例えば、第1及び第2のダイヤモンドチップを備えている第1及び第2の工具シャンクは、第1のダイヤモンドチップの切削位置と第2のダイヤモンドチップの切削位置が一致するように、取付け構造体内に位置決めすることができる。しかしながら、第2のダイヤモンドチップは、第1のダイヤモンドチップよりも、さらに取付け構造体から離れた既定の距離にしてよく、又は、第2のダイヤモンドには、第1のダイヤモンドチップとは異なる形状を持たせてよい。このようにして、第1のダイヤモンドチップによって、ワークピースに溝を切削してよく、第2のダイヤモンドチップによって、複数の機構を備えている溝を作製するために溝にサブ機構を切削してよい。 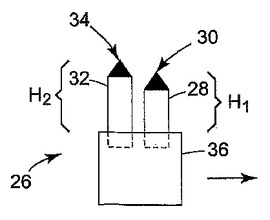 (もっと読む)
(もっと読む)
ランド形体を作り出すための半ピッチ間隔のダイヤモンド切削チップが含まれる切削工具組立品
本発明は、複数の切削チップを画定する複数個のダイヤモンドが含まれる切削工具組立品を対象とする。第一のダイヤモンドが、切削工具組立品中で位置決めされて微小複製工具内に第一の溝を作り出し、及び第二のダイヤモンドが、切削工具組立品中で位置決めされて微小複製工具に第二の溝を作り出し、第一と第二の溝が、微小複製工具を使用して作り出されるべき微小複製構造体の整数ピッチ間隔を規定する。加えて、第三のダイヤモンドが、切削工具組立品中で第一と第二のダイヤモンドの間に位置決めされて、微小複製工具内の第一と第二の溝の間にランド形体を作り出す。本発明は、ランド形体を工具加工されないまま残して微小複製工具の元の未加工表面で画定するよりもむしろ、第三のダイヤモンドチップの使用によってランド形体の作成を改善することができる。 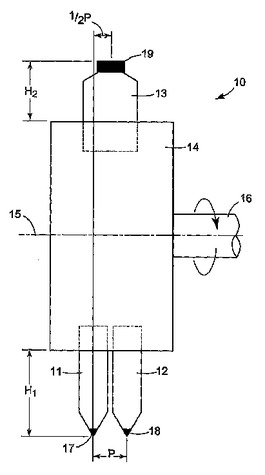 (もっと読む)
(もっと読む)
切削工具、切削加工方法、切削加工装置、光学素子成形用金型、光学素子及び光学素子成形用金型の切削加工方法
【課題】
高い周波数で切削工具を振動させながら切削する加工に用いることができる切削工具、切削加工方法、切削加工装置、光学素子成形金型、それにより形成された光学素子及び光学素子成形用金型の切削加工方法を提供する。
【解決手段】
切削工具23のシャンク23bを、密度が1以上6.2以下であり、ヤング率が250GPa以上であり、線膨張係数が5×10-6以下である材料を用いて形成したので、1kHz以上の周波数で切削工具23を高速駆動する振動切削加工に用いた場合に、軽量で高剛性を有することから、高い周波数に追従でき、高精度で高効率の切削加工を行うことができる。
(もっと読む)
割り出し可能な切削インサート及びその製造方法
切削インサートは、超硬質材料又は超硬質材料及び超硬合金を備えるボディと、ボディを貫通する孔と、ホルダに対するインサートの固定を許容するために孔内で予め成形された孔インレイと、を含んでいる。この切削インサートを製造する方法を開示する。 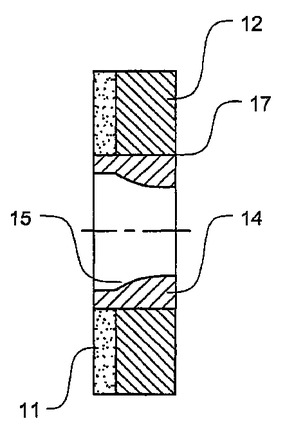 (もっと読む)
(もっと読む)
1 - 10 / 10
[ Back to top ]