
Fターム[3C046JJ00]の内容
バイト、中ぐり工具、ホルダ及びタレット (11,352) | チップブレーカ (188)
Fターム[3C046JJ00]の下位に属するFターム
突起 (94)
周溝 (32)
波形形状 (2)
凹部 (41)
バイト、チップとは別体のもの (5)
Fターム[3C046JJ00]に分類される特許
1 - 14 / 14
内径加工用チップおよび内径加工用切削工具
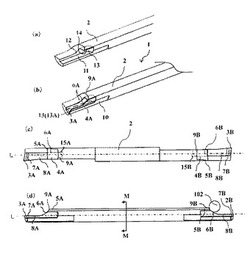
【課題】 安価に製造できて切刃チップのロウ付け強度も高い内径加工用切削工具を提供する。
【解決手段】 棒状の工具本体2と、工具本体2に下面が取り付けられ、工具本体2から側方へ突出した切刃を有する切刃チップ4と、を具備し、切刃チップ4の下面と上面の一部が工具本体2で挟まれており、切刃チップ4の下面および上面の一部が工具本体2にロウ付けされている内径加工用チップ1がホルダ100に装着した内径加工用切削工具Tである。
(もっと読む)
内径グルーブインサートおよびそのためのツールホルダー

本発明は内径グルーブインサートに関するものである。内径グルーブインサートは、上面と、下面と、第1〜第4の側面とを備える四角形の本体部と、隣接する第1の側面と第2の側面とからそれぞれ突出する第1および第2の突出部とを備える。第1の突出部は本体部の上面側に第1の切削刃先を有し、第2の突出部は下面側に第2の切削刃先を有する。第1および第4の側面は上面に対して鈍角に傾斜し、第2および第3の側面は上面に対して鋭角に傾斜する。クランプ孔の中心軸は第1の側面と第4の側面とが出会う稜と平行に傾斜する。 (もっと読む)
旋削用チップ
【課題】単一のチップにより粗加工と仕上げ加工とを可能とし、全てのコーナーを有効に活用することができる経済性に優れたチップを提供する。
【解決手段】旋削用チップは、複数の刃先を有する旋削用チップであって、この複数の刃先は、刃先角とブレーカ形状とノーズ半径とが同一であり、かつ、刃先処理が施されており、少なくとも1つの刃先の刃先処理は、他の刃先と異なる刃先処理である。
(もっと読む)
旋削用チップ
【課題】単一のチップにより粗加工と仕上げ加工とを可能とし、全てのコーナーを有効に活用することができる経済性に優れたチップを提供する。
【解決手段】旋削用チップは、複数の刃先を有する旋削用チップであって、刃先のうち少なくとも2つの刃先は同一の刃先角を有し、かつ、その刃先角が90度以下であり、同一の刃先角を有する刃先のうち少なくとも1つの刃先は、他の刃先と異なるブレーカ形状を有することを特徴とする。
(もっと読む)
切削インサート及びそれを用いた切削工具並びに切削方法
【課題】 切削インサートの逃げ面に工具の情報を表示する切削インサートにおいて、研磨工程を短時間で行うことが可能であり、切屑を原因とする表示部分の汚れを抑制し、表示の読み取りが容易な切削インサート及び該切削インサートを工具ホルダに取り付けた切削工具並びに該切削工具を用いた切削方法を提供する。
【解決手段】前記複数の側面のうち、逃げ面を備えた側面は、研磨加工が施されるとともに前記切刃と連続して形成される第1平滑部と、研磨加工が施されるとともに前記第1平滑部と離間して形成された第2平滑部と、研磨加工が施されていないとともに前記第1平滑部と前記第2平滑部との間に位置する粗面部とを備えており、
前記第2平滑部には、前記切削インサートに関する情報が表示されていることを特徴とする。
(もっと読む)
インサート及び切削工具
【課題】耐摩耗性及び耐欠損性に優れたインサート及び切削工具を提供すること。
【解決手段】 インサート1は、窒化珪素質焼結体からなる略ひし形のISO規格のDCGT11T304形状の切削チップである。このインサート1は、その両主面の刃先部分3において、周角縁に切れ刃5を有しており、この切れ刃5に沿ってすくい面7側に、例えば幅(W)0.3〜1.0mm(例えば0.8mm)のブレーカ9が形成されている。また、切れ刃5及びブレーカ9の表面には、その表面の凹凸11を埋めるようにガラス層13が形成されており、その表面粗度Raは1.6μm以下である。
(もっと読む)
多結晶炭化タングステンのセラミックカッティングインサート
【課題】セラミックの分野に関し、特に、チップコントロールを備える高密度多結晶炭化タングステンインサートに関する。チップコントロール構造を有する、成形多結晶炭化タングステンセラミックカッティングインサートを作製すること。
【解決手段】高速機械加工のためのセラミックカッティングインサートであって、該インサートは、以下:(a)カッティングエッジ;(b)チップコントロールグルーブ表面を有するすくい面;(c)逃げ面、を備える、多結晶炭化タングステンから本質的になり、ここで、該カッティングエッジが、該逃げ面およびすくい面の接合部で形成される、セラミックカッティングインサート。
(もっと読む)
切削工具
【課題】切刃部の強度を高め刃先摩耗による突発欠損を抑制し切刃寿命の長い切削工具を提供する。
【解決手段】工具本体10の上面11のコーナ部Cに、すくい面42と、逃げ面43と、これらすくい面42と逃げ面43の交差稜線に形成された切刃稜41と、からなる超高圧焼結体製の切刃部40を有し、前記すくい面42から隆起するブレーカ壁面31を有するチップブレーカ30を備えた切削工具1において、前記すくい面42は前記切刃稜41から内方且つ上方に延び前記上面11とのなす角度θ1が5°〜25°の範囲内にあり、前記すくい面42に続くブレーカ壁面31は内方且つ上方に延び前記上面11とのなす角度θ2が25°〜45°の範囲内にあるようにし、前記切刃稜41に沿って設けたホーニング面50は、前記上面11とのなす角度θ3を15°〜40°の範囲内にあり且つ平面視で前記切刃稜41に垂直方向の幅L3を0.05mm〜0.20mmの範囲内にあるようにした。
(もっと読む)
表面被覆切削工具
【課題】被削材に対する潤滑性が高く、かつ耐摩耗性、耐欠損性に優れた表面被覆切削工具を提供することである。
【解決手段】すくい面と逃げ面との交差稜線部にホーニング部8が形成された基体の表面に、硬質被覆層を化学蒸着法にて少なくとも1層被覆した表面被覆切削工具であって、少なくともすくい面とホーニング部8における前記硬質被覆層の表面は研磨加工され、かつ微小窪み部7が点在しているとともに、該微小窪み部7がホーニング部8よりすくい面に多く点在している表面被覆切削工具である。
(もっと読む)
旋削用切削インサート
旋削インサートは、少なくとも一つのコーナ領域を有する少なくとも一つの切削面を含んでいる。コーナ領域は、30゜〜85゜の範囲内でノーズ角を規定する。コーナ領域はベベルエッジを含んでいる。ノーズ角の二等分線は、直角にベベルエッジの中間に交差する。 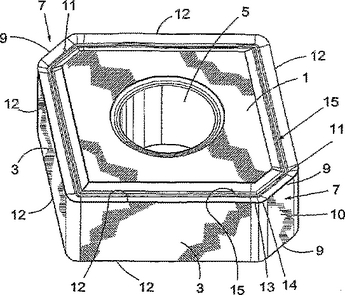 (もっと読む)
(もっと読む)
硬質焼結体切削工具およびその製造方法
【課題】レーザー加工による工具すくい面の加工損傷層の減少又は除去を効率よく短時間に行うことが可能な硬質焼結体切削工具およびその製造方法を提供する。
【解決手段】少なくとも切刃(4)がダイヤモンド焼結体および/又は立方晶窒化硼素焼結体からなる硬質焼結体切削工具(1)において、少なくとも前記切刃(4)の工具すくい面(2)表面に電子ビーム(10)が照射されることにより、前記工具すくい面(2)表面から深さ20μm以内の範囲にあるダイヤモンドおよび/又は立方晶窒化硼素(6)がセラミック組織(7)に変換された後、前記工具すくい面(2)表面が遊離砥粒(20)を用いた研磨方法により研磨されることによって、前記セラミック組織(7)が減少又は除去され、且つ、前記工具すくい面(2)が平滑に仕上げられるようにした。
(もっと読む)
スローアウェイインサート
【課題】 加工性に優れて自由に切刃形状を切屑処理性に優れる形状にできるとともに仕上げ面粗度が高く、かつ耐衝撃性に優れて長寿命なスローアウェイインサートを提供する。
【解決手段】 すくい面2と逃げ面3との交差稜のうちノーズ部4を含んで切刃5を形成し、少なくとも基体6の切刃5およびすくい面2の表面に硬質炭素膜7を0.01〜0.3μmの厚みで被覆し、さらに切刃5に切刃5断面の曲率半径Rが1〜6μmのホーニングを形成したスローアウェイインサート1である。
(もっと読む)
切削工具、およびこれを製造する方法
【課題】簡単なやり方で好都合な表面性質を実現することが可能な、切削工具およびこれを製造する方法を提供する。
【解決手段】この工具は、超硬合金基材10を備えている。基材10の上にはダイヤモンド層またはDLC層12が成膜されている。ダイヤモンド層またはDLC層12の表面には、層厚の急激な変化によって形成される複数のエッジ16がある。ダイヤモンド層またはDLC層はCVD法で成膜される。この層にマスク14が塗布される。マスクから露出している表面の個所のエッチングによって、エッジ16が生成される。それにより、工具の機能性を大幅に向上させることができる。エッジ16は追加の切削エッジとしての役目を果たすことができ、または、冷却剤ないし潤滑剤および切削された材料を運び出すための自由空間を形成することができる。
(もっと読む)
割り出し可能な切削インサート及びその製造方法
切削インサートは、超硬質材料又は超硬質材料及び超硬合金を備えるボディと、ボディを貫通する孔と、ホルダに対するインサートの固定を許容するために孔内で予め成形された孔インレイと、を含んでいる。この切削インサートを製造する方法を開示する。 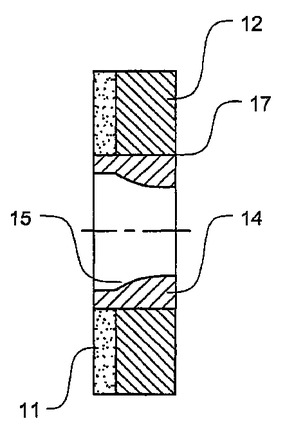 (もっと読む)
(もっと読む)
1 - 14 / 14
[ Back to top ]