
Fターム[3C047GG00]の内容
研削機械のドレッシング及び付属装置 (4,541) | 冷却液、研削液の供給 (977)
Fターム[3C047GG00]の下位に属するFターム
ノズル部 (142)
高圧噴射させるもの (29)
砥石内に供給路を有するもの (42)
ブラシ、スポンジ材によるもの (6)
砥石等を水没させて冷却するもの (8)
使用液を回収して循環させるもの (177)
研削液、ラップ液の調整 (116)
濾過、分離機構 (189)
タンク部構造 (99)
流量制御 (34)
固体、粉末、噴霧状の研削・ラップ剤の供給 (68)
Fターム[3C047GG00]に分類される特許
1 - 20 / 67
切削水の供給装置及び供給方法
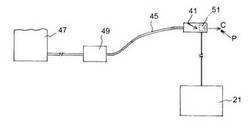
【課題】ブレード及び被切削物における付着物の除去及び抑制を効果的に実行して、切削品質及びブレードの寿命性の向上を図る。
【解決手段】ノズル41に接続した給水管45には、純水中にマイクロナノバブルBを発生させるマイクロナノバブル発生器49が接続され、ノズル41の先端はブレード26とワークWの被切削部近傍に配置されている。ノズル41の吐出口部には圧力維持バルブ51が設けられ、マイクロナノバブル発生器49で生成した加圧過飽和状態のマイクロナノバブルBを含む切削水Cが、切削加工中にノズル41から吐出して、ブレード26とワークWの被切削部に至近距離から供給される。
(もっと読む)
砥石

【課題】砥石と遊離砥粒とを用いて研削を行うことにより、加工レートと良好な面粗さとを共に得ようとする技術が提案されている。しかし、従来の砥石は砥粒とボンド材とが硬く結合しているため、供給された遊離砥粒を十分に保持することができず、供給される遊離砥粒を加工レートと良好な面粗さの向上に活かすことができなかった。
【解決手段】微粒金属体と、前記微粒金属体の表面に突き刺さって配置される高硬度の微粒石と、微粒石が突き刺さった微粒金属体を分散状態で形状維持するための樹脂とからなる砥石などを提供する。
(もっと読む)
摩擦伝動ベルトの製造方法、摩擦伝動ベルト、及び摩擦伝動ベルトの製造装置
【課題】プーリと摩擦伝動ベルトとの間で異音が生じることを抑制でき、且つ、製造にかかる手間及び時間が少なくて済む、摩擦伝動ベルトの製造方法、摩擦伝動ベルト、及び摩擦伝動ベルトの製造装置を提供する。
【解決手段】圧縮ゴム層5に心線及び短繊維が埋設された構成を有するベルトスリーブ1の圧縮ゴム層5の外周面7に、プーリに当接する摩擦伝動面を形成する工程が施される。工程では、ベルトスリーブ1を一対のロール51,52に巻き掛け、ベルトスリーブ1にテンションを生じさせた状態で、ベルトスリーブを一対のロール51,52を用いて回転させる。この際、研削ホイール53は、回転させられながらベルトスリーブ1の外周面7に当接されている。また、ベルトスリーブ1と研削ホイール53との接触面16,56には界面活性剤が供給される。
(もっと読む)
スラリー循環装置、および、スラリー循環装置のフラッシング方法
【課題】スラリーが供される配管内や研磨装置内などに残留するスラリー残留物を確実に除去でき、かつ、フラッシング時間の短縮化を図れるスラリー循環装置を提供する。
【解決手段】スラリー循環装置3は、第1,第2供給タンク41,42と、第1,第2供給タンク41,42に貯留された液体を第1,第2CMP装置21,22に供給する供給ライン43と、第1,第2CMP装置21,22に供給される液体の供給元を切り替える第1,第2循環弁436,437と、第1,第2CMP装置21,22から排出される液体を第1,第2供給タンク41,42に回収する回収ライン63と、液体の回収先を切り替えるセパレータ64と、第1,第2供給タンク41,42に純水を補給する第1,第2DIW補給部53,54と、第1,第2供給タンク41,42にアルカリ溶液を補給するアルカリ溶液補給部55とを備える。
(もっと読む)
電動刃物研ぎ機
【課題】 本発明は、手に持った刃物の刃を宛がうだけで所定の研磨角度が与えられ、研磨角度を変更するための刃支持台の交換を容易に行うことができ迅速な研磨作業を行える電動包丁研ぎ機を提供することを目的とする。
【解決手段】 研磨砥石8を有する回転研磨部材9が、回転用駆動装置により回転される回転軸7に一体回転可能に固定されている電動刃物研ぎ機1であって、手に持っている刃物の刃を宛がうことにより刃に所定の研磨角度を与える刃支持面44を有する刃支持台43が、交換可能に取り付けられている。
(もっと読む)
電動刃物研ぎ機
【課題】 薄刃包丁などのように刃の両面を研磨する必要のある刃物を研磨する際に、刃物の刃の先端を母線の両端いずれの延長方向に向けて刃を研磨する場合であっても、刃物の柄及びその刃物を持つ手が研ぎ機から干渉を受けることなく円滑に刃を研磨できる電動刃物研ぎ機を提供することを目的とする
【解決手段】 研磨砥石8の研磨面19は円錐面に形成され、回転用駆動装置はハウジング5の中に取り付けられており、刃物の刃の研磨はその刃物の長さ方向を前記研磨面19のほぼ母線方向に合わせて行う電動刃物研ぎ機1であって、刃物の刃の先端を母線23の両端いずれの延長方向に向けて刃を研磨する場合であっても、刃物の柄及びその刃物を持つ手が研ぎ機から干渉を受けることなく、刃物を研磨面19のほぼ母線方向に合わせると共に刃を研磨面19に宛がうことを可能にする手段を有する。
(もっと読む)
円筒体の面取り装置及び面取り方法
【課題】 円筒状永久磁石などの円筒体を面取りする際に用いられる砥石の寿命を延ばし、加工費を低減することのできる円筒体の面取り装置及び面取り方法を提供すること。
【解決手段】 円筒状永久磁石11の面取りをする面取り装置10であって、円筒状永久磁石11の一方端面12が台座面13に接するように円筒状永久磁石11を載置する台座14と、円筒状永久磁石11を台座14の所定位置に固定する凹部15と、所定位置に固定された円筒状永久磁石11の中心軸X1と同一軸上にその回転軸X2が位置している状態で、円筒状永久磁石11の他方端面16の周縁17を面取りする円板状砥石18と、円筒状永久磁石11と台座14により形成される円筒状永久磁石11の内部空間19に研削液20を供給する供給管21とを備えている。
(もっと読む)
研削装置
【課題】研削砥石による研削加工部に供給された研削水の流動性を良好にすることにより、脱落した砥粒や研削砥石に詰まった砥粒を流すことができる研削装置を提供する。
【解決手段】被加工物を保持するチャックテーブルと、チャックテーブルに保持された被加工物を研削するための研削手段と、研削手段による研削加工部に研削水を供給する研削水供給手段とを具備し、研削手段がスピンドルハウジングと、スピンドルハウジングに回転自在に支持された回転スピンドルと、回転スピンドルの一端に設けられたホイールマウントと、ホイールマウントに取り付けられたホイール基台とホイール基台の下面外周部に装着された環状の研削砥石とからなる研削ホイールを具備している研削装置であって、研削手段による研削加工部に供給された研削水に超音波振動を付与する超音波振動付与機構を備えている。
(もっと読む)
半導体基板の切断方法及び半導体基板の切断装置
【課題】安定した品質のチップを効率よく得ることができる。
【解決手段】レーザー光をウェハW内部に照射して、ウェハWの表面から略60μm〜略80μmの深さに切断ラインLに沿って改質領域を形成し(ステップS10)、ウェハWの表面から略50μmの基準面までウェハWを裏面から研削する(ステップS12)。このとき、改質領域内のクラックが、基準面とウェハW表面との間に進展される。その後、研削によりウェハWの裏面に形成された加工変質層が除去され、ウェハW裏面が鏡面加工され(ステップS14)、ウェハW裏面にエキスパンドテープが貼付され(ステップS16)、エキスパンドテープが外側へ拡張されると、ウェハWが切断ラインで破断されてチップTに分割される(ステップS18)。
(もっと読む)
注水機構付き電動工具
【課題】ハウジングを長くしなくても工具カバーをプラグと干渉することなく装着すると共に、装着した工具カバーの回り止め及び抜け止めも低コストで合理的に行う。
【解決手段】工具10を覆うカバー部17と、ベアリングボックス7の下部に外装されるリング状のバンド部20とを含んでなる工具カバー16を備え、ベアリングボックス7の後面に流体供給口12を開口する円形突起13を突設させたディスクサンダ1において、バンド部20を、前バンド22と後バンド23とに分割して流体供給口12を含むベアリングボックス7の外周部分に沿って外装させると共に、後バンド23における流体供給口12との重合部に、ベアリングボックス7への外装状態で円形突起13が嵌合してバンド部20の周方向の回り止めと下方への抜け止めとを行う逃げ部29を形成した。
(もっと読む)
リチウムタンタレートの加工方法
【課題】 加工品質の悪化や加工不良、ウエーハの破損を抑制可能なリチウムタンタレートの加工方法を提供することである。
【解決手段】 リチウムタンタレートを研削又は研磨するリチウムタンタレートの加工方法であって、リチウムタンタレートをチャックテーブルで保持する保持ステップと、該チャックテーブルで保持されたリチウムタンタレートを加工手段で研削又は研磨する加工ステップとを備え、該加工ステップでは、低温の加工水をリチウムタンタレートと該加工手段へ供給しつつ、研削又は研磨を実施する。
(もっと読む)
ワイヤソー装置に用いる超音波洗浄装置
【課題】 ワイヤが長寿命であり、且つ加工精度が高く、信頼性の高いワイヤソー装置を提供すること。
【解決手段】 約120μmの直径のワイヤ2と約1mmの間隔を置いてアルミ製の超音波伝搬体12を接合した超音波振動子13を位置させる。超音波伝搬体12には2個の長方形の孔14を設け、超音波振動子13とエポキシ接着剤を用いて接合する。そして、スラリまたは切削液11側の超音波伝搬体12の上面にはポリエチレン製の上面板15を同じくエポキシ樹脂を用いて接合する。また、超音波伝搬体12の側面にもポリエチレン製の側面板16を、エポキシ樹脂を用いて接合する。上部位置にスラリまたは切削液11を供給する供給装置10を位置させる。供給装置10はステンレス管であり、下側に多数の穴が設けられている。
(もっと読む)
加工装置
【課題】装置の稼動を停止する際に、水供給配管内の水分を排出可能な加工装置を提供する。
【解決手段】親配管68と、子配管72a、72b、72cと、エア供給源66からのエアを供給するエア供給配管78と、親開閉バルブ82と、エア開閉バルブ86と、子開閉バルブ84a、84b、84cと、親開閉バルブ82、複数の子開閉バルブ84a、84b、84c及びエア開閉バルブ86の開閉タイミングを制御する制御手段とを具備し、制御手段は、選択された水噴出部位に水を供給する際は、エア開閉バルブ86を閉じ、親開閉バルブ82を開け、子開閉バルブを開けるように制御し、親配管68及び子配管内に残留する水を排出する際は、親開閉バルブ82を閉じ、エア開閉バルブ86を開け、子開閉バルブ84a、84b、84cを全て閉じた後、子開閉バルブ84a、84b、84cを一つずつ開けてから閉じるように制御することを特徴とする。
(もっと読む)
ワイヤソー切断装置
【課題】迅速にワイヤの断線を検出可能なワイヤソー切断装置を得ること。
【解決手段】ワイヤ2が複数回掛け回されるガイドローラ1と、ガイドローラ1を回転させてワイヤ2を走行させるモータ9と、ワイヤ2の表面に通電性を有するアルカリ性スラリー4を付着させるスラリーノズル7と、を有し、アルカリ性スラリー4が表面に付着したワイヤ2によってシリコンインゴット6を切断するワイヤソー切断装置であって、アルカリ性スラリー4が表面に付着した走行中のワイヤ2がシリコンインゴット6を切削している際の切削抵抗を測定し、切削抵抗の検出結果に基づいてワイヤ2の断線の有無を判断する演算機15とを有する。
(もっと読む)
研削装置のクーラント装置
【課題】構成の簡素化、装置の小型化を図る。
【解決手段】タンク82に貯留されている静圧兼冷却油83は、静圧用ポンプ91により、第1及び第2のスライド部101,103へ静圧油として、また、ワーク冷却用ポンプ92により、ワークの加工部分へ冷却用油として、さらに、スピンドル冷却用ポンプ93により、砥石スピンドル21〜23の被冷却部分に、それぞれ供給される一方、ベッド1を伝わって油回収皿81に回収されて、第1乃至第3のフィルタ85〜87により濾過されて、第1及び第2のタンク圧送用ポンプ88,89によりタンク82に圧送され、貯留されて、循環的に用いられるようになっている。
(もっと読む)
鉄系金属部品の加工方法
【課題】 円柱形の鉄系金属部品の稜角部の丸み付け加工をするための加工方法において、外周面側ダレ量と端面側ダレ量との近似化が容易で、更には、短時間で丸み付け加工が済む鉄系金属部品の加工方法を提供すること。
【解決手段】 円柱形の鉄系金属部品(ワーク)の両側の端面W1の角部W2に丸みR付けをするための加工方法。ワークWの多数本を同時処理するバレル研磨工程により行う。該バレル研磨工程を、
1)ワークWの角部W2を塑性変形させて、該端面W1の外周端部に、湾曲凸部aを、前記端面W1に前記ワークの外径より小さい径の平面部bを残して形成する第一工程、及び、2)湾曲凸部aを研磨除去して、端面W1の角部W2に丸みRが形成されるようにする第二工程、とで行なう。
(もっと読む)
加工装置のアイドリング方法
【課題】 加工水を節約可能な加工装置のアイドリング方法を提供することである。
【解決手段】 被加工物を保持するチャックテーブルと、該チャックテーブルに保持された被加工物に加工水を供給しながら加工を施す加工手段とを備えた加工装置のアイドリング方法であって、加工水を間欠的に供給しながらアイドリングを遂行する。好ましくは、間欠的に供給される加工水は10秒の間に1〜2秒供給される。
(もっと読む)
研削機、研磨機用引込式給水腕装置
研削機、研磨機用引込式給水腕装置が、部分にループ状に形成され研削機、研磨機のベース部に1または複数の位置で固定された柔軟なホースを含む。水放出部が柔軟なホースの端部に取付けられている。付勢されたアームが、ループ状に形成された部分に係合し、ホースの移動と共に移動して該ホースに張力を作用する。該アームはローラーを有し、ホースが該ローラー上を移動する。ベース部に取付けられたマウント部が水放出部を受承すると共に、該マウント部を通してホースが移動する。マウント部を通してホースを案内するためのマウントローラーがマウント部に取付けられている。 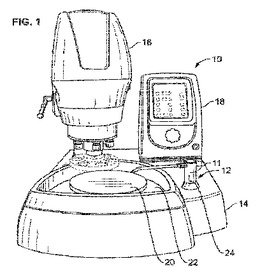 (もっと読む)
(もっと読む)
ワイヤーソー切断方法及びワイヤーソー切断装置
【課題】水を使用することなくワイヤーソーの冷却と切り粉の除去をおこない、後処理を不要とすると共にワイヤーソーの寿命を延長する。
【解決手段】ワイヤーソー10を切断対象物に巻きつけ、ワイヤーソー駆動装置1によってワイヤーソー10を走行駆動して切断対象物を切断するワイヤーソー切断方法において、ワイヤーソー10にドライアイス粒子吹き付け手段2のノズル21からドライアイス粒子を高速でワイヤーソーに吹き付け、ワイヤーソー10に付着した切り粉を除去すると共にワイヤーソーを冷却する。除去された切り粉は集塵装置3で吸引して周囲に散逸しないように処理する。
(もっと読む)
工作機械
【課題】 停電時の動圧軸受けにおけるかじり現象を回避することを可能とした工作機械を提供する。
【解決手段】 工作機械は、砥石11を砥石軸9回りへ回転させる砥石モータ7と、砥石軸9に潤滑油を圧送する潤滑油ポンプ13とを備える。停電が発生し、砥石モータ7への電力供給が止まった後も、砥石11の慣性モーメントが大きいため砥石モータ7は慣性回転を続ける。この間に砥石モータ7が生成した回生電力を潤滑油ポンプ13に供給し、動圧軸受けへの潤滑油の供給を継続させる。
(もっと読む)
1 - 20 / 67
[ Back to top ]