
Fターム[3C050AD00]の内容
平削り、ブローチ、やすり、リーマ、その他 (639) | 加工物 (30)
Fターム[3C050AD00]の下位に属するFターム
インゴットの切断滓の除去 (2)
溶接管のビード (5)
突合せ部の切削 (2)
その他のバリ取り (2)
電動機、整流子溝
Fターム[3C050AD00]に分類される特許
1 - 19 / 19
バイト切削装置
【課題】 被加工物毎に厚みばらつきが大きくても切削の都度切削プログラムを作成する必要がないバイト切削装置を提供することである。
【解決手段】 チャックテーブルの保持面の高さ位置とチャックテーブルで保持された被加工物の上面の高さ位置とを測定する高さ位置測定手段と、切削送り手段と切り込み手段とを制御する制御手段とを備えたバイト切削装置であって、制御手段は、高さ位置測定手段で測定した被加工物の上面の高さ位置とチャックテーブルの保持面の高さ位置とから被加工物の最大厚みを算出する被加工物最大厚み算出部と、被加工物の最大厚みと仕上げ厚みとから被加工物の除去厚みを算出する除去厚み算出部と、最大切り込み量と被加工物の除去厚みとから切削回数を算出する切削回数算出部と、切削回数算出部で算出された切削回数に基づいて、切削送り手段と切り込み手段とを作動させる切削制御手段とを含んでいる。
(もっと読む)
被加工物のバイト切削方法

【課題】被加工物毎にバイト工具が過度に切り込むことを防止して、被加工物の被切削面の品質悪化やバイト工具に生じる欠けや異常磨耗を防止する被加工物のバイト切削方法を提供する。
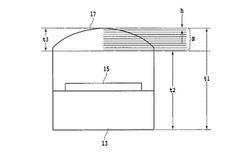
【解決手段】チャックテーブル32で保持された被加工物11の第1領域17aの上面高さと第2領域19aの上面高さをそれぞれ複数点において検出し、第2領域の上面高さの最高位置から第1領域の上面高さの最低位置を減じた値を余剰厚みとして算出する。そして、バイト切削工具が一回の回転で被加工物に切り込める最大切り込み量と余剰厚みとから余剰厚みを除去するのに必要な切削回数を算出し、この切削回数に基づいてバイト切削工具を動作させ余剰厚みを除去し、更にバイト切削工具を動作させて被加工物を切削し、最低位置から所定厚み減じた厚みに被加工物を切削加工する。
(もっと読む)
加工装置
【課題】装置全体を大型化することなく生産性を向上させることができる加工装置を提供する。
【解決手段】チャックテーブルに保持された被加工物を旋削するための加工装置であって、被加工物を保持する第1のチャックテーブルおよび第2のチャックテーブルと、第1のチャックテーブルおよび第2のチャックテーブルとに保持された被加工物を旋削するためのバイト工具を備えた第1の旋削手段および第2の旋削手段と、第1のチャックテーブルおよび第2のチャックテーブルに加工前の被加工物を搬入する被加工物搬入手段と、第1のチャックテーブルおよび第2のチャックテーブルに載置され加工後の被加工物を洗浄手段に搬出する被加工物搬出手段を具備している。
(もっと読む)
バイト工具の取付角度調整治具
【課題】バイト工具のシャンクに対する固定角度を調整可能なバイト工具の取付角度調整治具を提供する。
【解決手段】取付角度調整治具70は、該シャンク50を固定するV溝74を有する固定部72と、該V溝が延在する方向と平行方向に該固定部の両端から張り出した第1及び第2のアーム部76,78とからなり、該第1のアーム部は、該固定部の該V溝中に該シャンクを固定した状態で、バイト工具60をシャンクに固定するねじ68を回転軸にして揺動させた該バイト工具の側面を突き当てることで該バイト工具を該シャンクに対して第1の所定角度に調整可能な第1突き当て面77を有し、該第2のアーム部は、該固定部の該V溝中に該シャンクを固定した状態で、該ねじを回転軸にして揺動させた該バイト工具の側面を突き当てることで該バイト工具を該シャンクに対して第2の所定角度に調整可能な第2突き当て面79を有する。
(もっと読む)
バイト切削装置及び被加工物のバイト切削方法
【課題】 切削刃の急速な磨耗を防止し、切削刃の寿命を延ばすことのできるバイト切削装置を提供することである。
【解決手段】 被加工物を保持する保持面を有するチャックテーブルと、該チャックテーブルで保持された被加工物の表面を切削するバイトを回転可能に支持するバイト手段と、該チャックテーブルの該保持面に対して水平方向に該チャックテーブルと該バイト手段とを相対移動させる切削送り手段と、該チャックテーブルの該保持面に対して鉛直方向に該チャックテーブルと該バイト手段とを相対移動する切り込み手段とを備えたバイト切削装置であって、純水供給源から供給される純水と添加剤供給源から供給される添加剤とを混合して切削液を生成する混合部と、該混合部で生成された切削液を該バイトと該チャックテーブルに保持された被加工物に供給する切削液供給ノズルと、を具備したことを特徴とする。
(もっと読む)
切削方法
【課題】切削中に被加工物の動きや剥離の恐れを低減し、被加工物を破損させることなく切削面を平坦化することが可能な切削方法を提供する。
【解決手段】被加工物の第1面側を第1粘着シート74上に配設する第1粘着シート貼着ステップと、第1粘着シート上に配設された被加工物の第1粘着シート側をチャックテーブル30で保持する保持ステップと、被加工物の第1面側と反対側の第2面側に第2粘着シート86を貼着するとともに、被加工物の外側で第2粘着シートを第1粘着シートに貼着して被加工物を第1粘着シートと第2粘着シートとで包み込む第2粘着シート貼着ステップと、保持面と平行な面で回転する切削刃56を有するバイトホイール25を回転させつつ第2粘着シートに当接させた状態でチャックテーブルとバイトホイールとを相対移動させて第2粘着シートとともに被加工物の第2面側を切削する切削ステップと、を具備した。
(もっと読む)
角錐凹部の加工装置および加工方法
【課題】 ワーク表面に角錐凹部を迅速且つ、正確に形成する加工装置およびその方法の提供。
【解決手段】 加工機本体1または加工機の刃物台12に、基部2を取り付け、基部2にカッタ支持体3を案内させ、そのカッタ支持体3と基部2との間に直線運動機構4を設け、そのカッタ支持体3の先端にカッタ5を取付ける。このカッタ5は、その先端の切削縁がV字状に形成されて、そのV字の先端と両縁で平面切削するものである。
(もっと読む)
電極加工装置
【課題】半導体ウェーハに形成された複数の半導体デバイスの表面高さにバラツキがあっても、各デバイスに形成された複数のバンプ(電極)の長さを均一に加工することを可能とする。
【解決手段】一次工程で全体的に切削された各バンプ4の長さを二次工程において測定するとともに、均一長さにするための必要切削量を各X・Y座標に設定する。そして各X・Y座標ごとに第2の切削手段200の第2の切削バイト203によってバンプ4の先端を切削し、全てのバンプ4の長さを均一にする。
(もっと読む)
基板の表面に樹脂絶縁膜のパターンを形成する方法及び半導体装置
【課題】基板の表面に樹脂絶縁膜のパターンを切削加工で形成する方法及び半導体装置を提供する。
【解決手段】半導体装置の製造方法において、接続用の電極(2)が一主面に形成された半導体基板(1)において、前記接続用の電極(2)を覆うように前記一主面側に樹脂絶縁膜(3)を形成する第1工程と、すくい角をゼロ又は負とした、バイト(4)による切削加工により、前記接続用の電極(2)の接続部位(21)を露出させるように、テーパ部(10)と前記接続部位(21)とからなる開孔(31)を形成する第2工程とを具備することを特徴とする。
(もっと読む)
位置検出方法、切削装置、金型の製造方法、金型の製造装置、および光学部品
【課題】工具又はワークの損傷の防止と、スループットの向上を両立的に実現する。
【解決手段】切削工具14によりワーク15の表面を切削する切削装置10は、その先端が切削工具14の先端よりも切削工具の切込方向(−Z軸方向)に突出するように設けられた柔軟性を有する導電性部材16と、導電性部材16とワーク15の接触を通電の有無により検出する通電検出手段17と、切削工具14によるワーク15の切削時に生じる振動を検出する振動検出手段18,19と、ワーク15に対する切削工具14の切込量と該切込量で実際に該ワーク15を切削したときに生じる振動との関係を示す振動特性を、予め記憶した記憶手段20と、振動検出手段18,19で検出された振動と記憶手段20に記憶された振動特性とに基づいて、ワーク表面に対する切削工具14の先端の切込方向の位置を検出する制御手段13とを備える。
(もっと読む)
切削加工方法および切削加工装置
【課題】被加工物の形状接線角度が大きくなっても、目標形状に凹部または凸部を切削加工することができる切削加工方法および切削加工装置を提供する。
【解決手段】前逃げ角γが大きく、かつ、すくい角αが負の切削工具8を用い、切削工具8の切り込み量を高速で変化させるとともに、切削工具8をワークの表面往路に沿って移動させながら、ワークに凹部を切削加工する。次に、切削工具8の切り込み量を高速で変化させるとともに、切削工具8をワークの表面復路に沿って移動させながら、ワークに加工した前記凹部を再度切削加工する。これにより、往路加工で発生したバリ31を復路加工で除去できるので、凹部を正確に加工できる。
(もっと読む)
微細形状切削加工装置および微細形状切削加工方法。
【課題】被加工物の表面に高精度な微細形状を加工することができる微細形状切削加工装置および加工方法を提供する。
【解決手段】XまたはY移動機構12,11の駆動を制御する駆動プログラム開始時にタイマーカウント開始指令を出力するNC装置21と、これら移動機構の相対移動速度情報とワークWの加工開始位置情報とから、タイマーカウント開始指令が出力されてから切削工具が加工開始位置に到達するまでの到達時間T1を演算する到達時間演算手段22と、タイマーカウント開始指令が出力されてからの経過時間T2が到達時間T1に一致したかを判定し、一致したときにトリガー信号を出力する経過時間判定手段23と、トリガー信号を受けて予め設定した切込量で切削工具が進退するように往復動ステージを駆動させる往復動ステージ駆動手段24とを備える。
(もっと読む)
端面切削装置および端面切削方法
【課題】導光板の端面を切削するバイトに付着した切り屑を効率的に取り除くことができる端面切削装置および端面切削方法を提供すること。
【解決手段】本発明の端面切削装置は、導光板2の端面に沿って移動するバイト36によって導光板の端面を切削する端面切削装置であって、導光板を所定位置に固定する固定手段14と、固定手段によって固定された導光板の端面に沿って移動しながら導光板の端面を切削するバイトと、バイトの刃先のすくい面にエアを吹き付けるエア供給手段48と、を備えていることを特徴とする。
(もっと読む)
ルーツロータの加工方法
【課題】生産性を向上させることができるルーツロータの加工方法を提供すること。
【解決手段】数値制御式加工装置の主軸6の仮想中心線cの周りに、2本の荒引き加工バイト17,27と1本の荒引き・仕上げ加工兼用バイト22を各々の刃部が同仮想中心線側になるように配置し、3葉ルーツロータをかたどったワークwのローブrに各バイトの刃部を夫々対応させた状態において、同ワークwを回転させることなく仮想中心線方向に往復移動させつつ各ローブrの中心線に対して所定角度範囲(例えば90度)の周面を同時に荒引き加工し、ついでワークwを180度回転させてから残りの3箇所の周面を対応する各々のバイトにより同時に荒引き加工することにより少なくとも1回の全周面の荒引き加工を施し、さらにワークwを所定角度ずつ回転させると共に仮想中心線方向に往復移動させつつ荒引き・仕上げ加工兼用バイト22のみで全周面の仕上げ加工を施す。
(もっと読む)
半導体ウエーハの電極加工方法
【課題】 バイト等の切削工具で半導体ウエーハ表面のバンプの先端を削り取って高さを揃えるにあたり、切削工具の偏摩耗が抑えられて摩耗状態をほぼ均等にすることができ、切削工具の有効利用および寿命の長期化を図る。
【解決手段】 バイト26が回転する切削ユニット20に対して、チャックテーブル17に回転しない状態で保持した半導体ウエーハWを送り込んで往復動させ、往路送り(第1の切削工程)、復路送り(第2の切削工程)のいずれの過程においても、バイト26を半導体ウエーハWに作用させる。これによって、バイト26の刃部28における左右の刃先28a,28bの摩耗の進行を均等化させる。
(もっと読む)
ツイン工具台とツインクランプを有するV溝加工装置およびV溝加工方法
【課題】生産原価の節減および高価の加工装置の効率的な活用を可能にするツイン工具台とツインクランプを有するV溝加工装置およびV溝加工方法を提供する。
【解決手段】V溝加工装置のベッドの長手方向両側にセッティングブロックをそれぞれ対向して設け、これらセッティングブロックには長手方向に連続して形成されたサイドクランプをそれぞれ設け、前記ベッドの一側には一対のフロントクランプを設け、このフロンとクランプを、両方向に螺子山を有するクランプ移送スクリューに螺合して同時移動可能にし、V溝加工装置の往復台には一対の工具台を離隔して装着し、この工具台を両方向に螺子山を有する工具台移送スクリューに装着して、前記フロントクランプと同一幅で同時に近接または離隔するようにする。
(もっと読む)
半導体ウエーハの電極加工装置
【課題】 バイト等の切削工具で半導体ウエーハ表面のバンプの先端を削り取って高さを揃えるにあたり、バイトの折損等による異常加工が起こる前に加工を停止して半導体ウエーハの損傷を未然に防止する。
【解決手段】 チャックテーブル17を支持するステージ14に、バンプ2の切削加工時の音響状態を検出するAEセンサ40を取り付け、制御手段によって、AEセンサ40の出力信号が所定の正常加工領域を示す信号であるか否かを判別し、その出力信号が正常加工領域を逸脱した場合に、切削ユニット20を退避位置まで上昇させてバイト26を半導体ウエーハWから離し、異常加工が起こらないようにする。
(もっと読む)
表面加工機
【課題】導光板等の複雑な溝や形状、さらに微細な溝や形状を容易に得られる表面加工機を提供。
【解決手段】基台2上にX軸テーブル4と、門型コラム8を設け、門型コラムにY軸テーブル9を設け、Y軸テーブルにZ軸方向の工具送り装置10に垂直方向に微少高速変位制御可能な微少高速工具位置決め装置20を介して工具15を設け、工具送り装置のZ軸の位置を固定したまま、X軸又は/及びY軸を移動させ微少高速工具位置決め装置と工具により垂直方向の微少加工を行えるようにする。高速位置決め装置の垂直方向の移動距離は20μm、X軸及びY軸テーブルは、静圧軸受にて保持され、リニアモータ7駆動され、工具送り装置は静圧ねじ18にて保持され、サーボモータ17により駆動され垂直方向に移動・位置決め可能にする。
(もっと読む)
微細表面形状切削加工装置及び微細切削加工方法
【課題】精密な微細凹凸を創成することのできる微細表面形状切削加工装置を提供すること。
【解決手段】被加工物を搭載し、往復運動をする第1のスライド機構と、第1のスライド機構の運動方向と直角方向に間欠位置決め運動をする第2のスライド機構と、第1および第2のスライド機構の運動軸とそれぞれ直角な方向に切削工具の切込み量を高速かつ微細に制御する工具切込み機構と、第1のスライド機構の運動に従ってパルス信号を発生する位置検出器とを備えた微細表面形状切削加工装置であって、第1のスライド機構の正方向の運動時に位置検出器から発生するパルス信号に同期して工具切込み機構により工具切込み量を高速に変化させ、第1のスライド機構の逆方向運動時には切削工具を待避させ、かつ、第1のスライド機構が一往復する毎に第2のスライド機構を一定量送ることによって加工面上に微細表面形状を創成するので、精密な微細凹凸を創成することができる。
(もっと読む)
1 - 19 / 19
[ Back to top ]