
Fターム[3C050BE00]の内容
平削り、ブローチ、やすり、リーマ、その他 (639) | 材質(ブローチ) (23)
Fターム[3C050BE00]の下位に属するFターム
セラミックス
Fターム[3C050BE00]に分類される特許
1 - 20 / 23
耐摩耗性と仕上げ面精度に優れた表面被覆ブローチ
【課題】高速ブローチ加工条件においても硬質被覆層がすぐれた耐摩耗性と高い仕上げ面精度を発揮する表面被覆ドリルを提供する。
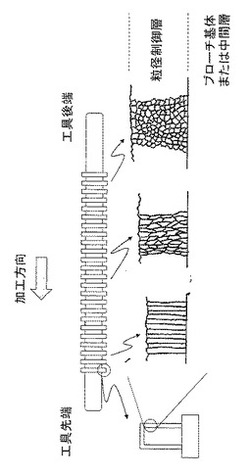
【解決手段】ブローチ基体の上に直接または中間層を介して、最表面に粒径制御層として(Cr1−xAlx)N{x=0.2〜0.6}の成分系からなる層厚0.2〜5μmの硬質被覆層が存在する表面被覆ブローチにおいて、前記ブローチを構成する切れ刃の膜断面の結晶粒径状を観察したとき、結晶粒が幅15〜120nm、高さ0.2〜5μmの柱状晶からなり、かつ、ブローチの先端切れ刃から後端に向けて、前記粒径制御層を構成する結晶粒の平均アスペクト比が、1〜100の範囲で先端切れ刃における結晶粒の平均アスペクト比の3分の1まで漸次減少する領域がブローチの長さ方向に工具切れ刃部の2分の1以上の長さに亘り存在するように硬質皮膜を構成する。
(もっと読む)
耐摩耗性と仕上げ面精度に優れた表面被覆ブローチ

【課題】高速ブローチ加工条件においても硬質被覆層がすぐれた耐摩耗性と切屑排出性を発揮する表面被覆ドリルを提供する。
【解決手段】ブローチ基体の上に直接または中間層を介して、最表面に粒径制御層として(Ti1−xAlx)N{x=0〜0.6}の成分系からなる層厚0.2〜5μmの硬質被覆層が存在する表面被覆ブローチにおいて、前記ブローチを構成する先端切れ刃の膜断面の結晶粒径状を観察したとき、結晶粒が幅10〜100nm、高さ0.2〜1.8μmの柱状晶からなり、かつ、ブローチの先端切れ刃から後端に向けて、前記粒径制御層を構成する結晶粒の平均アスペクト比が、1〜100の範囲で先端切れ刃における結晶粒の平均アスペクト比の3分の1まで漸次減少する領域がブローチの長さ方向に工具切れ刃部の2分の1以上の長さに亘り存在するように硬質皮膜を構成する。
(もっと読む)
PVD方法
【課題】少なくともAl/Cr比に関して調節可能な均質または変更可能な層組成を有しかつ少なくとも特定の用途においては従来公知の層を設けた工作物よりも高い耐摩耗性を有する工作物を提供する。
【解決手段】工作物あるいは部品であって、組成(AlyCr1-y)Xの少なくとも1層を含む層システムを有し、X=N、C、B、CN、BN、CBN、NO、CO、BO、CNO、BNOまたはCBNOでありかつ0.2≦y<0.7であり、上記層中の層組成は、実質的に一定であるか、または層厚にわたって連続的あるいは段階的に変化する。
(もっと読む)
超硬ブローチ
【課題】ブローチに適用する超硬合金とその固着方法を最適化することによって、高精度を有し、しかもブローチの使用中に緩み等から精度に影響しない超硬ブローチを提供する。
【解決手段】少なくとも切れ刃部に超硬合金のシェルを用い、固着部材により、ブローチ本体に着脱自在に取り付けた組立タイプの超硬ブローチにおいて、該ブローチ本体と該固着部材とは、該固着部材の円周上に等分割された4箇所以上より、該ブローチ本体の軸線に向う6角穴付き止めネジにより該ブローチ本体に固着され、該6角穴付き止めネジの先端部にテーパ部を有し、該ブローチ本体には、該テーパに嵌合するテーパ状の溝部を有することを特徴とする超硬ブローチである。
(もっと読む)
ブローチ
【課題】ブローチの逃げ面摩耗、特にコーナ摩耗に起因するブローチ切れ刃の刃先のチツピング、又は、ブローチの再研削時に切刃のすくい面研削で発生する研削バリの脱落によるブローチ切れ刃の刃先のチツピング、を発生させてブローチの低寿命といったトラブルを引き起こすことを防止するブローチを提供。
【解決手段】切れ刃1の刃先aにショットピーニング又は鋼線ブラシによるブラシングにより、 3〜25μmの微小の丸みを付けて、ブローチの切刃の耐摩耗性を向上させるようにした。
(もっと読む)
被覆超硬合金製ブローチ
【課題】ブローチに適用する超硬合金を最適化することによって、ブローチの精度を長期間維持できる被覆超硬ブローチを提供することを課題とする。
【解決手段】シェル型の被覆超硬合金製ブローチにおいて、該シェルに用いる超硬合金は、WCの平均粒径が1.2μm以下、保磁力が20kA/m以上40kA/m未満、飽和磁化値をRとし、202×Co重量%/100の値をSとした時、飽和磁化比R/Sが、0.65≦R/S≦0.95、更に、該被覆層は、硬質炭素膜を含む固体潤滑皮膜であることを特徴とする被覆超硬合金製ブローチである。
(もっと読む)
被覆超硬合金製ブローチ
【課題】ブローチに適用する超硬合金を最適化することによって、ブローチの精度を長期間維持できる被覆超硬合金製ブローチを提供することを課題とする。
【解決手段】少なくとも切れ刃部に超硬合金を用いた被覆超硬合金製ブローチにおいて、該超硬合金は、WCの平均粒径が1.5μm以下、保磁力が12kA/m以上20kA/m未満、飽和磁化値をRとし、202×Co重量%/100の値をSとした時、飽和磁化比R/Sが、0.65≦R/S≦0.95、更に、該被覆は、金属成分として少なくともAlとCrを含有する窒化物、酸化物、硼化物、硫化物、炭化物のいずれか1種以上の固溶体又は混合物から構成されていることを特徴とする被覆超硬合金製ブローチである。
(もっと読む)
被覆超硬合金製ブローチ
【課題】ブローチに適用する超硬合金を最適化することによって、ブローチの精度を長期間維持できる被覆超硬ブローチを提供することを課題とする。
【解決手段】少なくとも切れ刃部に超硬合金を用いた被覆超硬合金製ブローチにおいて、該超硬合金は、WCの平均粒径が1.5μm以下、保磁力が12kA/m以上20kA/m未満、飽和磁化値をRとし、202×Co重量%/100の値をSとした時、飽和磁化比R/Sが、0.65≦R/S≦0.95、更に、該被覆層は、硬質炭素膜を含む固体潤滑皮膜であることを特徴とする被覆超硬合金製ブローである。
(もっと読む)
被覆超硬合金製ブローチ
【課題】ブローチに適用する超硬合金を最適化することによって、ブローチの精度を長期間維持できる被覆超硬ブローチを提供することを課題とする。
【解決手段】シェル型の被覆超硬合金製ブローチにおいて、該シェルに用いる超硬合金は、WCの平均粒径が1.2μm以下、保磁力が20kA/m以上40kA/m未満、飽和磁化値をRとし、202×Co重量%/100の値をSとした時、飽和磁化比R/Sが、0.65≦R/S≦0.95、更に、該被覆は、金属成分として少なくともAlとCrを含有する窒化物、酸化物、硼化物、硫化物、炭化物のいずれか1種以上の固溶体又は混合物から構成されていることを特徴とする被覆超硬合金製ブローチである。
(もっと読む)
被覆超硬合金製ブローチ
【課題】ブローチに適用する超硬合金を最適化することによって、ブローチの精度を長期間維持できる被覆超硬ブローチを提供することを課題とする。
【解決手段】少なくとも切れ刃部に超硬合金を用いた被覆超硬合金製ブローチにおいて、該超硬合金は、WCの平均粒径が1.5μm以下、保磁力が12kA/m以上20kA/m未満、飽和磁化値をRとし、202×Co重量%/100の値をSとした時、飽和磁化比R/Sが、0.65≦R/S≦0.95、該切れ刃のすくい角は0°を超え10°以下であることを特徴とする被覆超硬合金製ブローチである。
(もっと読む)
被覆超硬合金製ブローチ
【課題】ブローチに適用する超硬合金を最適化することによって、ブローチの精度を長期間維持できる被覆超硬ブローチを提供することを課題とする。
【解決手段】少なくとも切れ刃部に超硬合金を用いた被覆超硬合金製ブローチにおいて、該超硬合金は、WCの平均粒径が1.5μm以下、保磁力が12kA/m以上20kA/m未満、飽和磁化値をRとし、202×Co重量%/100の値をSとした時、飽和磁化比R/Sが、0.65≦R/S≦0.95、更に、該被覆は、金属成分として少なくともCrを含有する窒化物、酸化物、硼化物、硫化物、炭化物のいずれか1種以上の固溶体又は混合物から構成されていることを特徴とする被覆超硬合金製ブローチである。
(もっと読む)
被覆超硬合金製ブローチ
【課題】ブローチに適用する超硬合金を最適化することによって、ブローチの精度を長期間維持できる被覆超硬ブローチを提供することを課題とする。
【解決手段】少なくとも切れ刃部に超硬合金を用いた被覆超硬合金製ブローチにおいて、該超硬合金は、WCの平均粒径が1.5μm以下、保磁力が12kA/m以上20kA/m未満、飽和磁化値をRとし、202×Co重量%/100の値をSとした時、飽和磁化比R/Sが、0.65≦R/S≦0.95、更に、該被覆層は、少なくとも固体潤滑皮膜からなることを特徴とする被覆超硬合金製ブローチである。
(もっと読む)
被覆超硬合金製ブローチ
【課題】ブローチに適用する超硬合金を最適化することによって、ブローチの精度を長期間維持できる被覆超硬ブローチを提供することを課題とする。
【解決手段】シェルを用いた組立型の被覆超硬合金製ブローチにおいて、該シェルに用いる超硬合金は、WCの平均粒径が1.2μm以下、保磁力が20kA/m以上40kA/m未満、飽和磁化値をRとし、202×Co重量%/100の値をSとした時、飽和磁化比R/Sが、0.65≦R/S≦0.95、該切れ刃のすくい角は−20°を超え0°以下であることを特徴とする被覆超硬合金製ブローチである。
(もっと読む)
被覆超硬合金製ブローチ
【課題】ブローチに適用する超硬合金を最適化することによって、ブローチの精度を長期間維持できる被覆超硬ブローチを提供することを課題とする。
【解決手段】シェルを用いた組立型の被覆超硬合金製ブローチにおいて、該シェルに用いる超硬合金は、WCの平均粒径が1.2μm以下、保磁力が20kA/m以上40kA/m未満、飽和磁化値をRとし、202×Co重量%/100の値をSとした時、飽和磁化比R/Sが、0.65≦R/S≦0.95、該切れ刃のすくい角は0°を超え10°以下であることを特徴とする被覆超硬合金製ブローチである。
(もっと読む)
被覆超硬合金製ブローチ
【課題】ブローチに適用する超硬合金を最適化することによって、ブローチの精度を長期間維持できる被覆超硬ブローチを提供することを課題とする。
【解決手段】シェル型の被覆超硬合金製ブローチにおいて、該シェルに用いる超硬合金は、WCの平均粒径が1.2μm以下、保磁力が20kA/m以上40kA/m未満、飽和磁化値をRとし、202×Co重量%/100の値をSとした時、飽和磁化比R/Sが、0.65≦R/S≦0.95、更に、該被覆は、金属成分として少なくともCrを含有する窒化物、酸化物、硼化物、硫化物、炭化物のいずれか1種以上の固溶体又は混合物から構成されていることを特徴とする被覆超硬合金製ブローチである。
(もっと読む)
被覆超硬合金製ブローチ
【課題】ブローチに適用する超硬合金を最適化することによって、ブローチの精度を長期間維持できる被覆超硬ブローチを提供することを課題とする。
【解決手段】少なくとも切れ刃部に超硬合金を用いた被覆超硬合金製ブローチにおいて、該超硬合金は、WCの平均粒径が1.5μm以下、保磁力が12kA/m以上20kA/m未満、飽和磁化値をRとし、202×Co重量%/100の値をSとした時、飽和磁化比R/Sが、0.65≦R/S≦0.95、更に、該被覆は、金属成分として少なくともTiとSiを含有する窒化物、酸化物、硼化物、硫化物、炭化物のいずれか1種以上の固溶体又は混合物から構成されていることを特徴とであることを特徴とする被覆超硬合金製ブローチである。
(もっと読む)
被覆超硬合金製ブローチ
【課題】ブローチに適用する超硬合金を最適化することによって、ブローチの精度を長期間維持できる被覆超硬ブローチを提供することを課題とする。
【解決手段】シェル型の被覆超硬合金製ブローチにおいて、該シェルに用いる超硬合金は、WCの平均粒径が1.2μm以下、保磁力が20kA/m以上40kA/m未満、飽和磁化値をRとし、202×Co重量%/100の値をSとした時、飽和磁化比R/Sが、0.65≦R/S≦0.95、更に、該被覆層は、少なくとも固体潤滑皮膜からなることを特徴とする被覆超硬合金製ブローチである。
(もっと読む)
一体型内面ブローチ
【課題】 ブローチ本体の切刃の強度は先端側の粗加工切刃部から後端側の仕上げ加工切刃部に亙って確保しながらも、ワークに対しては確実に所定の加工精度で仕上げることが可能な一体型内面ブローチを提供する。
【解決手段】 軸状のブローチ本体1の先端側外周部に粗加工切刃部4Aが、後端側外周部には仕上げ加工切刃部4Bがそれぞれブローチ本体1に一体に形成されており、粗加工切刃部4Aの切刃6表面には硬質被膜が被覆されるとともに、仕上げ加工切刃部4Bの切刃6表面には酸化処理または/および窒化処理が施されている。
(もっと読む)
被覆超硬合金製ブローチ
【課題】ブローチに適用する超硬合金を最適化することによって、ブローチの精度を長期間維持できる被覆超硬ブローチを提供することを課題とする。
【解決手段】少なくとも切れ刃部に超硬合金を用いた被覆超硬合金製ブローチにおいて、該超硬合金は、WCの平均粒径が1.5μm以下、保磁力が12kA/m以上20kA/m未満、飽和磁化値をRとし、202×Co重量%/100の値をSとした時、飽和磁化比R/Sが、0.65≦R/S≦0.95、該切れ刃のすくい角は−20°を超え0°以下であることを特徴とする被覆超硬合金製ブローチである。
(もっと読む)
被覆超硬合金製ブローチ
【課題】ブローチに適用する超硬合金を最適化することによって、ブローチの精度を長期間維持できる被覆超硬ブローチを提供することを課題とする。
【解決手段】シェルを用いた組立型の被覆超硬合金製ブローチにおいて、該シェルに用いる超硬合金は、WCの平均粒径が1.2μm以下、保磁力が20kA/m以上40kA/m未満、飽和磁化値をRとし、202×Co重量%/100の値をSとした時、飽和磁化比R/Sが、0.65≦R/S≦0.95であることを特徴とする被覆超硬合金製ブローチである。
(もっと読む)
1 - 20 / 23
[ Back to top ]