
Fターム[3C050CA00]の内容
平削り、ブローチ、やすり、リーマ、その他 (639) | 仕上げ又は荒やすり工具 (20)
Fターム[3C050CA00]の下位に属するFターム
材質 (4)
Fターム[3C050CA00]に分類される特許
1 - 16 / 16
やすり
【課題】優れた切削力を奏するやすりを提供する。
【解決手段】ボディ1と、このボディ1に対してガタつき可能に取り付けられた複数の切削部2,3を備え、これらの切削部2,3がボディ1に対して着脱可能であることを特徴とするやすりである。この構成を備えるやすりによれば、切削工程の際に、ワークの切削対象面への切削部2,3の食い込みが良くなると共に、切削部2,3に付着した切削粉が落ちやすくなるため目詰まりしにくくなり、また、摩耗又は損傷した切削部2,3を任意に交換することができ、その結果、優れた切削力を維持することができる。また、摩耗又は損傷した切削部2,3のみを交換でき、あるいは摩耗の進行が相対的に早いものと相対的に遅いものを任意に配置換えすることができるので、ランニングコストを低減することができる。
(もっと読む)
やすり

【課題】長期間にわたって優れた切削力を維持し得るやすりを提供する。
【解決手段】ボディ1と、このボディ1に取り付けられて互いに分離した複数の切削部2,3とを備え、各切削部2,3がボディ1に対してガタつき可能に遊嵌されている。したがって、ボディ1を押し引きすることによる切削工程の際に切削抵抗によって切削部2,3がボディ1に対してガタつき変位するため、切削対象面への刃の食い込みが良くなると共に、切削対象面の凹凸(不陸)に対する切削部2,3の追随が可能となり、しかも切削部2,3に付着した切削粉が切削部2,3のガタつきによって落ちやすくなるため目詰まりしにくく、これらの作用により切削効率が高まる。
(もっと読む)
ヤスリの製造方法
【課題】粗目の部分と密目の部分とを複合させたヤスリにおいて、粗目部分から密目部分への境界縁をまたいで研磨する際にも目詰まりや傷つき、研磨不足といった研磨不良の問題が生じることのないヤスリの製造方法を提供する。
【解決手段】第一番手の第一ヤスリ目Aを、ヤスリ芯体10の基端側領域11の全体から先端側領域12の少なくとも一部まで及ばせて形成する第一ヤスリ目A形成工程と、マスキング材Mを、ヤスリ芯体10の中間領域13の少なくとも一部を含む領域の周面に沿って螺旋状に巻きつけ、螺旋状の各周間に離間部Dを設けた定着状態とするマスキング工程と、第二番手の第二ヤスリ目Bを、ヤスリ芯体10の先端側領域12の全体から基端側領域11側の中間領域13の少なくとも一部まで及ばせて形成する第二ヤスリ目B形成工程と、マスキング材Mを取り外すマスク解除工程を具備する。
(もっと読む)
ボード切削用やすり
【課題】使い勝手の良いボード切削用やすりを提供する。
【解決手段】やすり本体1に、切削部と、この切削部による切削方向を案内する案内部が、前記切削方向に対して直交する方向へ配置されている。このうち切削部は、切削方向に対して直交する方向へ互いに高低差をもって配置された粗目部11及びそれよりも目の粗さが細かい細目部12からなり、案内部は、粗目部11と細目部12との間の段差部13からなる。このため、切削方向が案内部によって案内されるので使い勝手が良く、また、粗目部11による粗削りの後、細目部12による仕上げ削りを行うことができ、その際にやすり本体1を表裏逆向きに持ち替える必要がない。
(もっと読む)
ボード切削用やすり
【課題】使い勝手の良いボード切削用やすりを提供する。
【解決手段】やすり本体1に、それぞれ複数の切削突起111,121(112,122)からなる第一の突起群110A(120A)と第二の突起群110B(120B)が前記やすり本体1による切削方向に対して交互に設けられ、前記第一の突起群110A(120A)の切削突起111(121)と第二の突起群110B(120B)の切削突起112(122)が、互いに逆向きの切削面111a,121a(112a,122a)を有することを特徴とする。
(もっと読む)
誘導回転やすり並びにそのようなやすりを使用してバリ取りするための装置及びバリ取りする方法
回転やすり(10)は、その外表面が少なくとも1つのカッティングエッジを備えた状態で第1及び第2の端部を有する本体(14)と、本体(14)の第1の端部から延びかつ回転ツール内に取付けられるようになったシャンク(12)と、本体(14)の第2の端部から延びかつ弓形断面を有する環状外周表面(22)を形成したパイロット(IS)(16)とを含む。機械加工特徴形状部の端縁部をバリ取りするための装置(図7)は、そのような回転やすり(10)と、基準回転軸線から離れるように弾性的に撓み可能であるスピンドル(28)とを含む。予めプログラミングしたツールパスに沿って本回転やすり(10)を移動させるようにして本装置を使用してバリ取りする方法が、開示されている。 (もっと読む)
屈曲性と作業性に優れたヤスリおよびその製造方法
【要 約】
【課 題】 曲面部材の研削に好適な、優れた屈曲性と作業性を有するとともに長寿命かつ安価なヤスリおよびその製造方法を提供する。
【解決手段】 屈曲性を有するメッシュ基材の格子状に編まれた金属ワイヤの表面に溶射皮膜を有し、溶射皮膜のビッカース硬さがHv800以上でありかつ膜厚が10〜100μmのヤスリ。
(もっと読む)
やすり
【課題】十分な長さの研磨部を持っているにもかかわらず持ち運びがしやすく、平面は勿論のこと、曲線上の刃を研磨することが可能なやすりを提供すること。
【手段】やすり本体1の表面に砥材を付着させて成るやすりにおいて、厚みが徐々に変化していく偏平なやすり1本体の表裏面30,31と、前記表裏面30,31相互を繋ぐ両側面であって前記厚みの変化に伴い徐々に変化していく突状の湾曲面32,33とを有する。前記表裏面30,31の厚みはやすり本体3の先端側に向かって徐々に薄くなっている。
(もっと読む)
板材端面の切削用ヤスリ
【課題】 石こうボードや耐火ボード等の板材の端面を切削する板材端面の切削用ヤスリの提供。
【解決手段】 切削用ヤスリはヤスリ板1を工具本体2に取付けたものであり、ヤスリ板1のヤスリ面4には複数の小さなヤスリ刃6,6・・を突出すると共に貫通した穴7,7・・を対にして設け、ヤスリ面4の両側には側片5,5を背面側へ延ばすと共に側片先端には係合片9,9を有し、そして工具本体2にはヤスリ板1の両側片5,5がガイドされる取付けガイド部10,10と係合片9,9が係合する係合部11,11を有し、そして、端面ヤスリ掛けに際して石こうボードなどの板材表面に当るガイド部12をヤスリ面4と所定の距離をおくと共にヤスリ面4に対して垂直をなして設けている。
(もっと読む)
切削工具、及び該切削工具を用いた部材の粗面形成方法
【課題】この発明は、部材の締付け時において、ボルト、ナット、及び座金等の共回りを防止すべく、ボルト孔周囲の表面に粗面を形成するための切削工具、及び該切削工具を用いた部材の粗面形成方法に関する。
【解決手段】本発明に係る切削工具1は、回転式切削機2の回転部3にその一端側が着脱自在に取付けられる円柱状の軸部4と、該軸部4の他端側に連続して形成され、その先端側面に削り溝5が形成された削り面6を具備する削り部7と、該削り部7の削り面6の中心部に連続して形成され、部材8に形成されたボルト孔9に挿脱自在な円柱状のガイド部10と、を具備している。
(もっと読む)
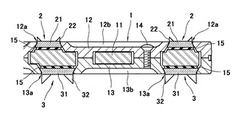
往復動工具
【課題】研切削具ホルダーを軽量化する。
【解決手段】研切削具ホルダー20が、スリット52と一対の挟着片62,64とを有し、研切削具Sの後端部分S-1を該スリットの前端から後端に向けて受け入れて挟着固定する挟着部を有する挟着部材68と、該挟着部に嵌合される筒状体70と、一対のナット76,78と、筒状体の該貫通孔72,74を通されて延び、ナットにねじ込まれ、先端によって一方の挟着片64を他方の挟着片62に向けて押圧し、両挟着片の間で該研切削具の後端部分S-1を挟着する一対のネジ80,82と、を有する。
(もっと読む)
切削・研削工具
【課題】切削・研削工具としてより優れた研削性能を有する切削・研削工具を提供すること。
【解決手段】表面に凸形状の切れ刃20を多数備える切削・研削工具10であって、前記切れ刃20は、頂点21を備える凸形状である切削・研削工具10である。切れ刃20をこのような形状にすると、研削時の研削性能が向上する。頂点21を備える凸形状の切れ刃20は、切れ刃20の先端に平面部分を有していない形状であるので、高密度で切削・研削工具表面に形成できる切れ刃形状であるという点で極めて優れている。
(もっと読む)
原子炉圧力容器の密封部位における損傷箇所を加工する工具
本発明は、原子炉圧力容器(1)とその蓋(3)との間に存在する密封部位(8)における損傷箇所を手動加工する工具に関する。この工具は、本発明に基づいて、少なくとも1つのグリップ(12)を備えた本体(10)を有し、この本体(10)の片側面に、密封部位(8)の被加工面に当接支持するために用いられ且つ両者間に中間室(9)を空けている2つのすべり要素(14)が存在し、両すべり要素(14)の先端面(32)が平らに形成され、共通平面内を延び、前記中間室(9)内に、切削加工するための切除手段が、該切除手段がすべり要素(14)の先端面(32)から本質的に突出しないように配置されている。
れている。
(もっと読む)
やすり
【課題】
手持ち式のやすりにおいて、刃物の凹弧面を正確に研磨することができるとともに、鋸の目立てなどの細かな研磨作業を行うことができるようにする。
【解決手段】
やすり本体1の表面にダイヤモンド粒子などの砥材を付着させたやすりにおいて、偏平なやすり本体1の表裏両面を円弧状の突弧面で形成するとともに、左右両側縁に、鋭角に尖ったエッジ3を形成する。鎌の刃部のような凹弧面に対してやすり本体1を斜めに当接させると、凹弧面の曲面に沿ってやすり本体1を接触させ、研磨をすることができる。エッジ3では、角張った隅などを研磨することができる。やすり本体1の先方部分に、表裏両面の突弧面を平面に切除した薄板部分4を形成することによって、この部分を平やすりとして機能させることができる。
(もっと読む)
竹の特性を利用した木工用サンドヤスリ
【課題】コストが低廉で、手軽さと使い良さ、更に削り切れ味の良さなどの高い性能を発揮できる、木工用サンドヤスリの製造方法を提供する。
【解決手段】管状繊維の集合体である竹の単位材11、12、12、13、14を密度と強靭さを更に高める形状への削り加工した単位材を、外側への曲げに強力な反発が発生する、特性、対、特性を向かい合わせた11面対11面と、13面対13面の接着で構成される。木工用サンドヤスリ芯材に必要な先細形状であっても、対材削りへの押し圧に、高強度性を発揮させることが可能である。
(もっと読む)
補填材加工用工具
【課題】 被加工物である生体組織補填材を汚染することなく、簡易かつ低コストに加工する。
【解決手段】 生体組織補填材を加工する補填材加工用工具1であって、少なくとも生体組織補填材に接触する加工面4が、生体組織補填材と同種の材質で、かつ、生体組織補填材よりも硬度の高い材質からなる補填材加工用工具1を提供する。
(もっと読む)
1 - 16 / 16
[ Back to top ]