
Fターム[3C058AB04]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 装置の構造(ワーク) (2,440) | ワーク保持機構 (1,055)
Fターム[3C058AB04]に分類される特許
1 - 20 / 1,055
ポリッシング装置
光学素子の製造方法
両面研磨装置用キャリア及びこれを用いた両面研磨装置並びに両面研磨方法
保持リング、保持リングに負荷をかけるフレキシブル膜及び保持リングアセンブリ
光学素子の製造方法
弾性膜及び基板保持装置
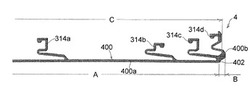
【課題】基板端部の過研磨を効果的に抑制して、基板端部の研磨速度の精密な制御ができるようにする。
【解決手段】基板保持装置に用いられる弾性膜4であって、弾性膜4は、基板に当接して該基板を研磨パッドに向けて押圧する当接部400を有し、当接部400の下面は、平坦な平坦領域Aと該平坦領域の外周部に位置して上方に立上る立上り領域Bを有する。
(もっと読む)
切断機

【課題】切断砥石で被切断材を切断する際の火花の拡散を効果的に防止し、火花に起因するこげつきや汚れ等の不都合を防止可能である。
【解決手段】被切断材Wを固定するバイス2及びこれを設置したベース1と、ベース1の前側にヒンジ3を介して取り付けられ、ベース1に対し離れる乃至接近する方向へ揺動自在に支持されたアーム10と、これに設けられた駆動部及びこれによって回転駆動される切断砥石30と、切断砥石30の上側部分を覆うホイールカバー25と、この前方側開口部25aから後方に延在していて、ホイールカバー25に揺動自在に取り付けられた補助カバー40とを備える。
(もっと読む)
弾性膜
【課題】基板との当接面を有する当接部自体の該当接面に沿った変形(伸び)を、当接部の中心部から外周部のほぼ全域に亘って均一に抑制できるようにする。
【解決手段】基板Wの外周部にリテーナリング3を位置させて基板Wを保持する基板保持装置1に用いられる弾性膜4であって、基板Wと当接する当接面42aを有する当接部42と、当接部42の外周端に連接されて上方に延びる第1周壁部44と、第1周壁部44の内側で当接部42に連接されて上方に延び、外側に第1圧力室5が、内側に第2圧力室7がそれぞれ形成される第2周壁部46とを備え、当接部42は、そのほぼ全域に亘って、弾性膜4より剛性の高い補強部材50により補強されている。
(もっと読む)
圧力分布調整機能を有する研磨装置
【課題】研磨中の発熱によってプラテンが熱変形するのを防止するとともに圧力分布変化を最小限に抑えたプラテンシートを提供する。
【解決手段】スラリを滴下供給しながらウェーハと研磨パッド50を相対的に摺接して研磨を行う研磨装置10において、ウェーハを全面で減圧して平面矯正して取り付けるウェーハ保持台20と、プラテン30上に敷設固定されて所望の圧力分布を形成された圧縮変形板40と、圧縮変形板40上に研磨パッド50を張り上げて固定する張上機構とを有し、研磨パッド50は、圧縮変形板40上に敷設されて撓み変形によって変位可能な撓み変形シート52と、撓み変形シート52上に敷設されて滴下されたスラリを保持する表層パッド51とを備え、ウェーハの反りを修正しながら、ウェーハの平均化を行うように構成した。
(もっと読む)
両面研磨方法、及び両面研磨装置
【課題】上下両定盤の修正状態をできるかぎり同一として、マッチングのとれた定盤面を形成してワークを高精度で両面研磨する。
【解決手段】回転可能に配置された研磨用サンギア111と、研磨用サンギア111との間に環状領域121を形成するインターナルギア22と、環状領域内に回転可能に配置された環状の下定盤20と、下定盤20の上側に回転可能に配置された環状の上定盤30と、を備え、下定盤20、上定盤30、サンギア部材110、及びインターナルギア22を夫々予め定めた回転方向、及び速度で回転させ、研磨キャリア10で保持したワーク11の両面研磨後、研磨用サンギア111に代えて、研磨用サンギア111のピッチ円径Raより小さいピッチ円径Rbを備えた修正用サンギア112を配置し、環状領域に研磨キャリア10のピッチ円径raより大きいピッチ円径rbの修正キャリア230を配置し、下定盤20、及び上定盤30の修正を行う。
(もっと読む)
バンドソー切断装置及びインゴットの切断方法
【課題】切断中にブレードの変位を安定的に抑制でき、これにより切断されたインゴットブロックやウェーハの切断面の品質を安定して保つことができ、ブレードの寿命を延長でき、切断速度を向上できるバンドソー切断装置及びインゴットの切断方法を提供する。
【解決手段】周回駆動されたブレードを静圧パッドによって案内しながら、ブレードをインゴットの上方から相対的に下方に送り出すことによってインゴットを切断するバンドソー切断装置であって、さらに、静圧パッドをブレードの周回方向に対して前後方向に移動させる駆動部と、該駆動部による静圧パッドの移動距離及び移動速度を制御する制御部とを有し、静圧パッドを制御部で移動制御しながらインゴットを切断するものであることを特徴とするバンドソー切断装置。
(もっと読む)
ガラス研磨方法及びこれに用いる積層シート
【課題】ガラス研磨を行った後、ガラスをパッドから剥離させる時に、ガラスの割れを防止可能なガラス研磨方法を提供する。
【解決手段】定盤1の表面に、少なくとも、ウレタンシート20とエラストマーシート21からなる積層シート2を貼り付ける工程と、積層シート2の表面に研磨対象のガラスGを貼り付ける工程と、ガラスGの表面を研磨する工程と、研磨工程後、ガラスGと共に積層シート2の端部を定盤1から剥離させる工程と、剥離工程の途中でガラスGと積層シート2の間に空気層Aを形成させた後、ガラスGのみを積層シート2から分離させる工程と、を有し、ウレタンシート20は、表面スキン層20aとセル層20bからなり、表面スキン層20a側にガラスGを貼り付け、セル層20b側をエラストマーシート21と結合している。
(もっと読む)
片面研磨用保持材の製造方法
【課題】液晶ディスプレイ用ガラス基板等の被研磨物について初期から加工数を重ねていっても研磨後の被研磨物の品質に影響を与える表面形状を変化させることなく、これにより一定の研磨品質を維持することができ、さらに、被研磨物の品質に影響のある保持面の表面平坦性が向上し、大型で極薄の被研磨物であっても研磨中にはこれを堅固に保持することができ、かつ、研磨後は安全かつ容易に剥がすこともできる片面研磨用保持材の製造方法を提供する。
【解決手段】発泡層と緻密な発泡による表面部分を有する樹脂シートを湿式成膜法により製造する工程と、表面に凸部を有する加熱可能なディンプルロールに樹脂シートを供給して樹脂シートの緻密な発泡による表面部分を圧接させることにより、樹脂シートを構成する材料の流動開始温度以上で熱成形加工する工程とを含むことを特徴とする。
(もっと読む)
端縁部を研磨テープにより研磨仕上げした板ガラス並びに板ガラス端縁部の研磨方法及び研磨装置
【課題】端縁部が高精度に面取り加工され、高い強度を付与された板ガラス並びにその製造方法、研磨方法及び研磨装置を提供することを課題とする。
【解決手段】上面、下面及びその両面の間に端面を有する矩形の板ガラスであって、前記上面又は前記下面と前記端面との境界にある稜部のうち少なくとも1辺の稜部又は少なくともひとつの端面が研磨テープで研磨され仕上がり面に形成された板ガラスであって、該仕上がり面の平均表面粗さRaが20nm以下であり且つ最大谷深さRvが200nm以下である板ガラス。
(もっと読む)
テンプレート押圧ウェハ研磨方式
【課題】研磨時に外周部を含むウェハの全面を均一に加圧して該ウェハの特に外周部の変形を抑制し、この変形によるウェハの過剰研磨等の欠陥発生を防止し、リテーナリング一体型のテンプレートとしてウェハの自動搬送の構築を可能とし、該自動搬送等の際の研磨ヘッドへのウェハの真空吸着を安定化させ、さらには径、厚み等のサイズ違いのウェハも容易・確実に研磨可能とする。
【解決手段】底面部にウェハWを嵌合させる嵌合用凹部が形成されたテンプレートと研磨ヘッド側に取り付けられてテンプレートの周囲を包囲する円環状のリテーナリングとを一体化したリテーナリング一体化テンプレート10を備え、該リテーナリング一体化テンプレート10における嵌合用凹部11にウェハWを嵌合させ、リテーナリング一体化テンプレート10を介してウェハWをプラテン2上の研磨パッド6に押し付けるとともに研磨ヘッドをプラテン2に対し相対回転させてウェハWを研磨する。
(もっと読む)
ワイヤーソー装置およびそれを用いた切断方法ならびに半導体基板の製造方法
【課題】 複雑な機構を必要とせず、製造コストの増加を招くことなく、クラックなどの欠陥を低減することが可能な優れたワイヤーソー装置およびそれを用いた切断方法ならびに半導体基板の製造方法を提供すること。
【解決手段】 一方向または双方向に走行させながら被加工物を切断するためのワイヤー5と、被加工物1を固定させる台座2と、台座2において、被加工物1を切断する際にワイヤー5が入る側の台座側面2aに固定されている被切断用の側板6とを備えており、側板6における被加工物1が位置する側の側板端面6aが、台座側面2aにおける被加工物1が位置する側の台座端面2bと面一であるか、または側板端面6aが台座端面2bから被加工物1の側面1cに沿って突出しているワイヤーソー装置Sとする。また、台座2に被加工物1を固定した後に、ワイヤー5を走行させながら被加工物1を切断し始め、しかる後、ワイヤー5を走行させながら被加工物1および側板6を切断する方法とする。
(もっと読む)
両面研磨装置の研磨布ドレッシング方法
【課題】上研磨布の研磨作用面と下研磨布の研磨作用面との平行度を高めて、両面研磨後のウェーハの高平坦度化が可能な両面研磨装置の研磨布ドレッシング方法を提供する。
【解決手段】ドレッシング時、例えば第1のドレスプレートのリング形状の第1のドレス工具により、上研磨布の研磨作用面のうち、その中央部より隆起した外周部を主にドレッシングする。これと同時に、例えば、第2のドレスプレートの矩形状の第2のドレス工具によって、下研磨布の研磨作用面のうち、その外周部より隆起した中央部を主にドレッシングする。これにより、従来法の等量ドレッシングを施した場合に比べて、上研磨布の研磨作用面と下研磨布の研磨作用面との平行度が高まり、両面研磨後のウェーハの平坦度を高めることができる。
(もっと読む)
研磨装置
【課題】管の表面の酸化被膜等を除去するときの作業効率を向上させ、ボイラ等の製造に要する時間を短縮する。
【解決手段】基台2と、管100の直径より狭いギャップにて水平配列されると共に、管100を下方から支える2本のフリーローラ3と、回転自在な円板状の砥石5cを備える研磨機5と、研磨機5が固定されると共に、研磨機5が管100の周面と当接される当接位置と研磨機5が管100の周面から離間される離間位置との間で移動されるように基台2に対して傾動自在に接続される研磨機固定部4とを備える。
(もっと読む)
バッキング材
【課題】 連続通気型ポリウレタンシートに熱硬化性ポリウレタン発泡体を塗付して加熱発泡させることにより、これらを、接着剤を用いて貼着するという煩わしい工程を経ることなく、軽くて扱い易い低密度、低硬度のポリウレタンフォームからなるバッキング材を迅速、安価に提供可能にする。
【解決手段】 長孔が2.0μm以下の微細な開孔を有し、厚みが5μm以上100μm以下であり、密度が840kg/m3以上1210kg/m3以下の連続通気型発泡ポリウレタンシートであって、その一面側に熱硬化性ポリウレタン発泡体が熱溶着されて一体に形成されており、研磨対象物を保持するための定盤には前記熱硬化性ポリウレタン発泡体の他面側を固着させ、連続通気型発泡ポリウレタンシートの他面側を研摩対象物に当接させることを特徴とする
(もっと読む)
被研磨物保持材、被研磨物保持材の製造方法、および研磨方法
【課題】耐摩耗性を有する被研磨物保持材を提供すること。また、化学的機械研磨加工に使用されて使用済みとなった被研磨物保持材を使用前の形態に復元してリサイクルすることが可能な被研磨物保持材を提供すること。
【解決手段】上記課題は、本発明の繊維強化樹脂層と、前記繊維強化樹脂層の少なくとも一方の面に熱硬化性樹脂組成物から構成される熱硬化性樹脂層とを有する被研磨物保持材であって、前記熱硬化性樹脂層が、以下の(A)〜(F)の条件における研磨速度が35μm/h以下であることを特徴とする被研磨物保持材により達成される。
(A)面圧:700gf/cm2(B)テーブル回転数:40rpm(C)チャック回転数:40rpm(D)研磨液:粒径70nm以上、pH12、固形分濃度:5%のコロイダルシリカ(E)研磨液流量:150ml/min(F)研磨時間:60min。
(もっと読む)
1 - 20 / 1,055
[ Back to top ]