
Fターム[3C269QE01]の内容
数値制御 (19,287) | 表示内容、監視、記録内容 (1,309) | 図形を用いて表示するもの (564)
Fターム[3C269QE01]の下位に属するFターム
作業空間全体を表示 (63)
作業対象、ワークを表示 (215)
工具、作業具の形状を表示 (53)
3次元図形、立体画を用いるもの (153)
Fターム[3C269QE01]に分類される特許
1 - 20 / 80
操作装置および可動機械制御システム
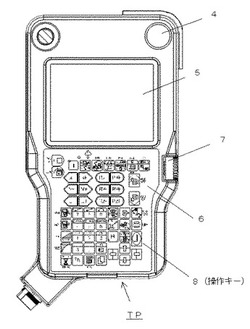
【課題】操作装置に印字されたキー名称が、作業者が使用する言語で表現されていない場合、操作を誤る可能性がある。
【解決手段】操作装置TPは、制御対象を操作するための複数の操作キー8がレイアウトされた操作部6と、操作キーの入力に応じた画面が表示される表示部5とを有している。操作部6には、操作キーの名称が作業者の母国語とは異なる言語で印字されている。操作装置TPの本体または接続先のコントローラは、操作キーの名称を作業者の母国語によってガイドするためのガイド情報を記憶する記憶手段を備える。そして、所定の操作が行われると、作業者の母国語によって操作キーの名称および画像が表示部5に表示される。本発明により、作業者は自身が普段使用する母国語によってキー名称を認識することができる。
(もっと読む)
操作装置および可動機械制御システム

【課題】操作装置に配置されたキーの名称を各言語に対応させる場合は、各言語に応じたキーシート等を在庫として用意しておき、出荷国に応じた貼付作業を行う必要があるために、その分の管理コストや製造工数を必要とする。
【解決手段】操作装置TPは、制御対象を操作するための複数の操作キー8がレイアウトされた操作部6と、操作キーの入力に応じた画面が表示される表示部5とを有している。操作部6には操作キーの名称が印字されていない。操作装置TPの本体または接続先のコントローラは、操作キーの名称をガイドするためのガイド情報を記憶する記憶手段を備える。そして、所定の操作が行われると、操作キーの名称および画像が各言語に応じて表示部5に表示される。本発明により各国に応じた作業が不要になるというメリットがあると同時に、作業者は、これまでと同様に操作キーの名称を容易に知ることができる。
(もっと読む)
工具の軌跡表示機能を備えた数値制御装置
【課題】加工条件変更前後での軌跡形状変化を視覚的に精度よく分析することができ、適切な駆動軸のパラメータ調整を行うことができるようにした数値制御装置の提供。
【解決手段】数値制御装置14は、予め定めた位置指令に基づいて各駆動軸12を制御する数値制御部16と、数値制御部16により駆動制御される各駆動軸12の位置データを取得する位置データ取得部18と、取得された各軸の位置データすなわち位置フィードバック及び工作機械10の機械構成の情報から、工作機械の工具先端点の座標を算出する工具座標算出部20と、算出された工具先端点の座標をフィードバック軌跡として記憶する工具軌跡記憶部22と、記憶されたフィードバック軌跡を画面表示する表示部24と、を有する。
(もっと読む)
工作機械における回転軸回転速度のモニタ方法及びモニタ装置、工作機械
【課題】びびり振動の抑制に対して回転軸の回転速度にかかわらず最適な変動周期を表示し、短時間で容易に最適なパラメータに設定可能とする。
【解決手段】回転速度を変動させると、モニタ14には、回転速度の変動振幅Qと変動周期Pとの関係を示す変動図20が表示され、変動図20には、現在の設定値Aの他、変動振幅Qと変動周期Pとの設定可能範囲21と、以下の式(1)に基づいた最適変動周期PO及び/又は式(2)に基づいた変動周期Pの最適範囲P1が表示される。Tは回転軸の回転周期、a,amin,amaxは予め設定される係数である。
PO=aT ・・・(1)
aminT≦P1≦amaxT ・・・(2)
(もっと読む)
工具先端点の加速度または加加速度の表示部を備えた工具軌跡表示装置
【課題】駆動軸または工具の指令位置に対する実位置の形状誤差の分析を容易に行う。
【解決手段】工具軌跡表示装置(20)は、複数の駆動軸の位置指令の指令値時系列データ、複数の駆動軸の位置検出値の検出値時系列データおよび工作機械の構成に基づいて工具指令座標値および工具実座標値を算出する工具座標値算出部(22)と、工具指令座標値および工具実座標値における工具の先端点の加速度を算出する加速度算出部(23)と、工具指令座標値および工具実座標値の加速度の表示形式を選択する表示形式選択部(24)と、を具備し、表示形式選択部は、加速度の向きと大きさとに応じて工具の先端点の軌跡を色分けする色表示と、加速度を加速度ベクトルとして工具の先端点の軌跡上に表示するベクトル表示と、隣接する加速度ベクトルの終点を互いに接続する結線を表示する結線表示とのうちの少なくとも一つを行う。
(もっと読む)
回転速度表示装置
【課題】加工条件を変更した場合における加工能率の変化を作業者が容易に把握することができ、びびり振動を抑制する際における作業者の負担を軽減することができる回転速度表示装置を提供する。
【解決手段】びびり振動の発生を検出すると、安定回転速度を算出するとともに、加工プログラムをもとに、現在の回転速度で加工した際の想定加工時間と、安定回転速度で加工した際の想定加工時間とを夫々算出し、さらに回転軸3の回転速度を安定回転速度へと変更した場合に、加工能率がどのように変化するかを演算し、安定回転速度とともにモニタ15に表示するようにした。したがって、作業者は、モニタ15の表示にもとづいて回転速度の変更に伴う加工能率の変化を容易に把握することができ、ひいては加工能率の向上を図ることができる。
(もっと読む)
負荷情報を活用した情報表示装置
【課題】制御装置と情報表示装置とからなる制御システムにおいて、コントローラで実行しているプログラムの実行ブロックと関連付けた状態で駆動軸の負荷トルク情報を管理・取得し、それらの情報をプログラム表示に対応づけて表示させることにより、プログラムのどの部分の動きを行っている際に大きな負荷がかかっているのかを把握する。
【解決手段】コントローラで実行しているプログラムの現在実行ブロックに関連付けて駆動軸の負荷トルク情報を取得・管理するようにすると共に、任意の制限トルクを設定し、その設定値を超える箇所に関してはプログラムの状態表示を変更する。
(もっと読む)
工作機械
【課題】びびり振動を抑制可能で且つ目標とする加工面粗さを得ることもできるような変動パラメータを作業者が容易に把握可能な工作機械を提供する。
【解決手段】びびり振動を抑制するために主軸1の回転速度を変動させるにあたって、びびり振動の抑制に効果的な変動パラメータに係る情報を表示するとともに、回転速度を変動させることで加工面に生じるうねりを考慮して、該うねりを含んだ理論粗さを算出し、該理論粗さを変動パラメータに関連づけた状態で表示手段15に表示するようにした。そのため、作業者は、理論粗さを考慮に入れた上で振動抑制効果の高い変動パラメータの値を容易に把握することができる。したがって、びびり振動を抑制することはできたものの、加工面粗さが目標よりも下回ってしまったというような事態の発生を防止することができる。
(もっと読む)
振動抑制装置
【課題】手動で回転速度を変更するに際し、容易且つ確実に安定回転速度へと変更することができ、作業者の負担を軽減することができる振動抑制装置を提供する。
【解決手段】表示装置12の表示画面12aに複数のインジケータ32、32・・からなる増速指示部31a及び減速指示部31bを設けており、回転速度を安定回転速度へと変更するに際してのダイヤル14の操作方向及び操作量を表示するようにした。そのため、作業者は、それらの表示を視認することでダイヤル14の操作方向及び操作量を容易に把握することができる。したがって、作業者にかかる負担を軽減することができるし、短時間で確実に回転速度を安定回転速度へと変更することができ、加工面精度の向上や工具の破損防止等も期待することができる。
(もっと読む)
方法プランをコンピュータ支援決定するための方法、データ処理システム、およびコンピュータプログラム、ならびにデータキャリア
【課題】成形プロセスによりシートメタル成形部品を製造するための工具についての工具パラメータを生成する。
【解決手段】方法は、部品の形状特性の組を決定するステップを含む。形状特性の各々は、特性の種類および形状パラメータにより記述される。方法はさらに、方法基準を決定するステップを含む。方法基準は、形状特性を製造するための1つの変形を記述する。方法基準は少なくとも1つのモジュールを含む。モジュールは処理ユニットを表わし、どの処理ユニットが成形操作中に実行され得るかを記述する。方法はさらに、方法基準のモジュールの各々について構成要素を決定するステップを含む。構成要素は、モジュールを実現するのに必要とされる工具について記述する。方法はさらに、構成要素パラメータを決定するステップを含む。構成要素パラメータは、構成要素または工具の形状パラメータを含む。
(もっと読む)
データ生成装置、データ生成方法、及びプログラム
【課題】多数の被描画媒体に対して、被描画媒体のそれぞれに画像を描画するための画像データを生成する際に扱う多数のパラメーターを扱い易くすることができるデータ生成装置、データ生成方法、及びプログラムを提供する。
【解決手段】データ生成装置は、複数の被描画媒体を備える被描画体に描画することで、複数の被描画媒体のそれぞれの被描画媒体に媒体画像を描画するための描画画像の画像データを生成するデータ生成装置であって、画像データを規定するパラメーターの値を入力するための入力ボックスを有する入力画面部と、入力されたパラメーターの値を二次元形状として表示する補助表示画面部と、を備え、補助表示画面部は、被描画媒体の形状及び配置位置を示す二次元形状における、パラメーターが対応する部分を示すパラメーター位置表示画面部を有する。
(もっと読む)
データ生成装置、データ生成方法、及びプログラム
【課題】多数の被描画媒体に対して、被描画媒体のそれぞれに画像を描画するための画像データを生成する際に扱う多数のパラメーターを扱い易くすることができるデータ生成装置、データ生成方法、及びプログラムを提供する。
【解決手段】データ生成装置は、複数の被描画媒体を備える被描画体に描画することで、複数の被描画媒体のそれぞれの被描画媒体に媒体画像を描画するための描画画像の画像データを生成するデータ生成装置であって、被描画媒体の形状を規定するパラメーターの値と、被描画体における被描画媒体の位置を規定するパラメーターの値と、を取得し、取得したパラメーターの値によって、描画画像における媒体画像の位置を規定する。
(もっと読む)
工作機器の制御装置
【課題】うねり高さにおける加工精度を高精度に行うことができる工作機器の制御装置を提供する。
【解決手段】複数の刃を有する切削工具203を回転させるとともに移動することにより被加工物1を加工する工作機器の制御装置100であって、切削工具203の工具径および刃数の工具形状情報と、被加工物1の加工における切削工具203の回転軸Zの回転数および移動速度の加工条件情報と、切削工具203を工作機器200に設置した状態での回転振れ量情報とを用いて、被加工物1の加工におけるうねり高さを予測するうねり高さ演算部103を備える。
(もっと読む)
振動判別方法、及び振動判別装置
【課題】従来よりも「再生型びびり振動」であるか「強制びびり振動」であるかを精度良く判別することができる振動判別方法、及び振動判別装置を提供する。
【解決手段】びびり振動の発生を検出すると、パラメータ演算装置において第1周波数範囲や第2周波数範囲を求めるとともに、回転速度検出分解能ΔSや周波数分解能Δfを考慮し、更に「回転周期型強制びびり振動」の周波数範囲と「再生型びびり振動」の周波数範囲との割合によって求めた判別妥当性Cをもとにして、発生したびびり振動が「再生型びびり振動」であるか、「回転周期型強制びびり振動」であるか、それとも「刃通過周期型強制びびり振動」であるかを判別するようにした。
(もっと読む)
NCプログラム生成方法および切削加工方法
【課題】3次元形状切削において、加工実施前に工具摩耗を高精度に予測し、工具交換等を考慮したNCプログラムを生成することができるNCプログラム生成方法を提供する。
【解決手段】NCプログラム生成方法において、NCシミュレータ5により、NCプログラムを予め設定された処理間隔ごとのNCシミュレーションを実行し、加工条件取得部6および加工状態取得部7により、加工条件および加工状態を取得し、工具摩耗量算出部8により、工具摩耗データベース10から加工状態に応じた工具摩耗量を参照し、処理間隔ごとの工具摩耗量に関する情報を算出し、NCプログラム最適化処理部9により、工具摩耗量算出部8で算出された処理間隔ごとの工具摩耗量に関する情報に基づいて、工具を無駄なく利用できるように、NCプログラムの加工条件を変更し、NCプログラムを最適化する。
(もっと読む)
溶接ロボットの一時停止解析装置および一時停止解析プログラム
【課題】様々な状況下におけるチョコ停の改善に寄与することができるとともに、経験と知識がない場合であってもチョコ停の対策を行う箇所を容易に特定することができる溶接ロボットの一時停止解析装置および一時停止解析プログラムを提供する。
【解決手段】一時停止解析装置3は、ロボットコントローラ2から、ロボット位置情報と、ロボット動作情報と、溶接条件情報と、動作エラー情報と、を取得する取得手段31と、ロボット位置情報、ロボット動作情報、溶接条件情報および動作エラー情報と、これらに対応する一時停止の推定原因および一時停止の修正方法と、が予め記載されたテーブルを参照することで、溶接ロボット1の一時停止の原因とその修正方法を解析する解析手段32と、解析手段32が解析した解析結果を出力する出力手段33と、を備える。
(もっと読む)
数値制御装置
【課題】軸ごとの電力を正確に算出する数値制御装置を提供する。
【解決手段】コンバータ部110の出力電力を取得するコンバータ電力取得手段300と、モータ13−1〜13−Nの出力を軸ごとに算出するモータ出力算出手段310と、コンバータ出力電力とモータ出力の全軸に関する総和との差を全損失として算出する全損失算出手段340と、モータの損失を軸ごとに算出するモータ損失算出手段320と、アンプの損失を軸ごとに算出するアンプ損失算出手段330と、モータ損失とアンプ損失との和を軸損失として軸ごとに算出する軸損失算出手段350と、軸損失の全軸に関する総和に対する、軸毎の軸損失の比率に基づいて、全損失を軸毎に分配した損失を軸ごとに求める損失分配手段360と、モータ出力と分配軸損失との和を軸電力として軸ごとに求める軸電力算出手段370とを備える。
(もっと読む)
工作機械の制御システム
【課題】事前に工作機械の最適な切削送り速度を算出して、工具経路と算出した最適な切削送り速度とを工作機械の駆動部に直接出力し、ワークと工具とを、工具経路に沿って工具経路の各部における最適な切削送り速度で相対的に移動させる。
【解決手段】形状データに基づいて、工具経路を含むCLデータを生成するCLデータ生成部32と、CLデータを記憶するCLデータ記憶部33と、工作機械4の駆動部6の駆動能力に関する駆動能力データを予め記憶している駆動能力データ記憶部34と、CLデータと駆動能力データとに基づいて、CLデータの工具経路の各部における切削送り速度データを生成する切削送り速度データ生成部35と、切削送り速度データを記憶する切削送り速度データ記憶部36と、CLデータと切削送り速度データとを駆動部6に出力する制御部42とを備える。
(もっと読む)
数値制御情報作成装置
【課題】 加工工程情報および切削条件に応じて主軸の変速機構を制御する加工機において、加工機の能力に適合した数値制御情報を容易に作成する。
【解決手段】 素材形状MF、加工形状PF、工具データDTから加工工程情報MPを作成し、切削条件MCと共に工程データ格納部8に格納する。加工工程情報MPと切削条件MCに基づき、主軸回転数算出部10が主軸回転数の変動幅を算出し、所要動力算出部17が主軸の所要動力を算出する。動力線図データ格納部9は主軸回転数と主軸モータの出力値との関係を示す動力線図データを主軸回転数範囲算出部18に提供する。主軸回転数範囲算出部18は動力線図データ、主軸所要動力、主軸回転数変動幅を含む動力関連データを作成し、主軸ギヤ決定部11と表示部19とに提供する。表示部19は複数種の動力関連データを同一画面に重ねて表示し、オペレータによる主軸ギヤの選択を容易にする。
(もっと読む)
工作機械
【課題】経験の深浅にかかわらず回転軸の回転速度を変動させるための変動値が容易に設定できるようにする。
【解決手段】ワークWを装着してモータ駆動する主軸3と、主軸3の回転速度の変動振幅と変動周期とを設定する変動値設定部14と、その変動値設定部14で設定された変動振幅及び変動周期に基づいて主軸3の回転速度を制御するNC装置12及び主軸制御部11とを備えたNC旋盤1において、変動値設定部14は、変動振幅と変動周期との比率を設定し、当該比率に基づいて変動振幅と変動周期とを同時に設定する。
(もっと読む)
1 - 20 / 80
[ Back to top ]