
Fターム[3D114AA12]の内容
自動車の製造ライン・無限軌道車両・トレーラ (5,462) | 目的、効果 (1,242) | 複数種のワークに対応 (102)
Fターム[3D114AA12]に分類される特許
1 - 20 / 102
クランプ装置用回転モジュール
多車種車体組立システムのサイド位置決め装置
搬送処理装置
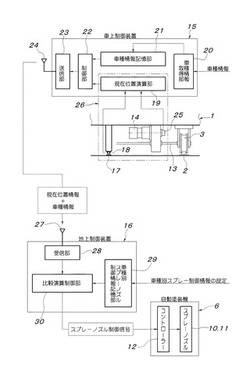
【課題】搬送台車上の定位置に積載されて搬送される複数種類の車体を自動塗装機によって自動塗装する塗装ラインなどに効果的に活用出来る搬送処理装置を提案する。
【解決手段】搬送台車1には、車種情報記憶部21と、搬送台車1の現在位置を判別する現在位置情報取得手段26と、車種情報と現在位置情報とを地上制御装置16に伝送する情報伝送手段が設けられ、地上制御装置16には、自動塗装機6を制御するときの搬送台車の現在位置が車体Bの種別毎に設定記憶される車種別スプレーノズル制御情報記憶部29と、自動塗装機6に制御信号を送信する比較演算制御部30が設けられ、この制御部30が、前記記憶部29の記憶情報と、自動塗装機6の位置を通過しようとする搬送台車1から受け取った種別情報及び現在位置情報とを照合して、前記記憶部29の記憶情報通りに、搬送台車1の現在位置に合わせて自動塗装機6を制御する構成。
(もっと読む)
多車種共用CRP台車

【課題】車種別の専用台車が使用されていたカウルパネル、ルーフレール、及びパッケージトレイ用台車を、多車種で共用できるようにした多車種共用CRP台車を提供する。
【解決手段】本発明の多車種共用CRP台車は、車体に組立てられるカウルパネル、ルーフレール、及びパッケージトレイをクランプし、車体ビルドアップ工程の作業室の上部で車体側に昇降可能に構成される多車種共用CRP台車であって、
フレームと、フレームの一方に構成され車種別に異なるカウルパネルをクランプする第1位置クランピングユニットと、フレームの他の一方に構成され車種別に異なるルーフレールをクランプする第2位置クランピングユニットと、フレームのまた他の一方に構成され車種別に異なるパッケージトレイをクランプする第3位置クランピングユニットと、を含むことを特徴とする。
(もっと読む)
組立台車及びそれを用いた生産システム
【課題】小型化を図ることができるとともに、楽な作業姿勢で部品の組付け作業を行うことにより作業効率を向上させることができる組立台車を提供すること。
【解決手段】モータ33により駆動する牽引車30を備える組立台車10において、台車の横フレーム11aの下側四隅に設けられた車輪12a,12bと、横フレーム11aの上側でワークWを保持するクランプ部20と、モータ33を駆動するためのバッテリ31と、牽引車30の駆動を制御する制御装置40とを有し、クランプ部20は、ワークWを保持した状態でワークWの重心位置Cが、車輪間Tの外側に位置するように配置され、バッテリ31は、クランプ部20の固定部20aに対し、クランプ部20に保持されたワークWとは逆側にて横フレーム11a上に配置され、牽引車30は、横フレーム11aの下側に配置されて横フレーム11aに連結されている。
(もっと読む)
複合体及びその製造方法
【課題】デフォームが発生することが回避されて外観品質が良好な複合体を効率よく得る。
【解決手段】複合体10は、金属からなるワーク12に対して樹脂材14が接合させることで構成される。ここで、樹脂材14は、複数箇所がワーク12に対してスポット的に接合される。すなわち、樹脂材14には、複数個の点接合部位24が形成される。樹脂材14の好適な例としては、ポリアミド樹脂(ナイロン)等の熱可塑性樹脂が挙げられる。この種の複合体は、例えば、ドアパネル等の車両用部品として好適に採用される。
(もっと読む)
ワークの位置決め装置
【課題】ワークの位置の調整や修正を、低コストで、かつ、簡単に行えるようにする。
【解決手段】ワークを所定位置に位置決めし固定するためのワークの位置決め装置1は、パイプ部41を有する位置決め用基台10と、パイプ部41をクランプする汎用のパイプクランプ51と、パイプクランプ51によってパイプ部に取り付けられるインナパネル保持装置A1,A2とを備えている。パイプクランプ51がパイプ部41をクランプした状態で、インナパネル保持装置A1,A2によってワークを保持することによりワークを所定位置に位置決めする。
(もっと読む)
車両用懸架装置の組立方法
【課題】複数種のステアリングナックのうちから選択された一つの所望ナックルの組み付けにより車両用懸架装置の組み立て作業を行う場合において、所望ナックルを選択する際の誤選択を確実かつ容易に防止することにより、組み立て作業が容易にできるようにする。
【解決手段】複数種のステアリングナックル15,15´の互いに相違する位置にそれぞれ突起37,37´を形成する。複数種のナックル15,15´のうちから、一つの所望ナックル15を選択し、所望ナックル15を載置台38上に載置して所定位置に位置決めするとき、載置台38に形成された第1嵌入凹部50に、所望ナックル15に形成された突起37が嵌入されるようにする。次に、載置台38から取り出した所望ナックル15を緩衝器18の所定位置に位置決めするとき、緩衝器18に形成された第2嵌入凹部52に、所望ナックル15に形成された突起37が嵌入されるようにする。
(もっと読む)
車体生産装置
【課題】位置決めロボットが部品の搬送と部品の治具としての機能を発揮することで、車体である主要組製品を比較的容易に生産できる車体生産装置を提供することにある。
【解決手段】各溶組工程域Enで主要組製品WNを生産し、後段の溶組工程域Enに搬送することを繰り返すことで車体を製造する車体生産装置Aにおいて、溶組工程域Enには、溶組制御をする工程域制御手段30と、部品mをセット位置dに位置決めする位置決めロボット40と、部品mの溶接を行う溶接ロボット50と、部品mを支持する支持台とが配備され、工程域制御手段30は、位置決めロボット40により部品mを取り出しセット位置dへ位置決めし、溶接ロボット50により部品mの溶接を行って主要仮組製品Wnを生産し、次いで、待機位置s0に位置決めロボット40を待機させた後、溶接ロボット50にて主要仮組製品Wnの溶接箇所の増打を行い主要組製品WNが生産される。
(もっと読む)
ハイブリッド車に搭載されるバッテリーのデータ管理方法
【課題】 組立ラインでハイブリッド車に搭載されるバッテリーにトラブルが発生した場合に迅速に対応することができるハイブリッド車に搭載されるバッテリーのデータ管理方法を提供する。
【解決手段】 バッテリーを他の部品に組み付けてバッテリーアッシーにする時、バッテリーを組み付けたバッテリーアッシーとPDUアッシーを結合してIPUアッシーにする時、バッテリーを組み込んだIPUアッシーを車体に組み付ける時に、夫々バッテリーの有効期限をIPU組付仕様書6とIPUアッシーサーバー4に記憶されているデータに基づいて検査する。バッテリーのシリアルナンバー及び有効期限情報は、車体のフレームナンバーに紐付きで車体組立ラインサーバー5に記憶されている。
(もっと読む)
コンポーネント組立システムおよびコンポーネント組立方法
【課題】高精度でフロントフロアコンポーネントを組み立てできるフロントフロアコンポーネントの組立システムを提供すること。
【解決手段】コンポーネント組立システム1は、セットステーション2と、組立ステーション3と、セットステーション2と組立ステーション3との間で移動する搬送台車30と、セットステーション2の周囲に設けられた3つの供給エリア4〜6と、セットステーション2の周囲に設けられて部品11〜13、21〜23をセットステーション2または組立ステーション3に搬送する搬送ロボット40A、40Bと、組立ステーション3の周囲に設けられて組立ステーション3に位置する部品11〜13、21〜23を加工する溶接ロボット50と、組立ステーション3の周囲に設けられて組立ステーション3に位置する組み立てたフロントフロアコンポーネント10、20を払い出す払出しロボット60と、を備える。
(もっと読む)
搬送装置
【課題】簡単な構成で物品の情報を正確に管理できるとともに、載置される物品の形状に関わらずIDタグの情報の読み取りが可能であり、IDタグの取付位置の自由度を大きくし、同一の搬送ラインで形状の異なる物品を取り扱ってもIDタグとIDタグ読み取り装置との距離を一定として読み取りミスを防止する搬送装置を提供すること。
【解決手段】搬送台車110に載置されて搬送される物品に備えられたIDタグ130を搬送ライン近傍で読み取るIDタグ読み取り装置120が、IDタグ130の情報を非接触で読み取るIDアンテナ121と、IDアンテナ121を移動可能に支持する移動機構140とを有していること。
(もっと読む)
ドア支持装置
【課題】 装置構成が簡素かつ小型であり、汎用性が高いドア支持装置を提供する。
【解決手段】 自動車のサイドドア101を車体100に対して組付け又は取り外す際に、サイドドア101を車体100に対して所定の位置に支持するドア支持装置10であって、荷台21を有する台車11と、荷台21に上方へ向けて突設された支柱12と、支柱12に設けられ、サイドドア101を着脱自在かつ変位可能に支持する上支持部材13と、荷台21に高さ調整機構14を介して上下動可能に設けられ、サイドドア101の下端縁101cを支持する下支持部材15とを備えることを特徴とする。
(もっと読む)
車体のドア閉まり検査装置及び検査方法
【課題】ドア閉まり検査装置を容易かつ正確に設置可能とし、かつその設置スペースを抑え、さらには車体の位置ズレに起因するドア閉止不良の発生を抑えると共に、ドアとドア閉まり検査装置との干渉時にもこれらの損傷を抑え、しかも実際のドア閉まり速度を正確に保証する。
【解決手段】枠体1Aに支持されて車体方向に押圧力を作用させる電動アクチュエータ23と、前記電動アクチュエータ23の作動タイミングを検出するレーザ距離センサ31と、ドアの閉止速度を検出するレーザ距離センサ52と、ドアの閉止状態を検出するレーザ変位センサ36とを備える。
(もっと読む)
部品供給システム
【課題】ラインサイドの省スペース化を実現する部品供給システムを提供すること。
【解決手段】部品供給システムは、2種類の部品4を搭載して搬送する供給台車1と、台車スペース3を互いの間に形成しつつ2つの工程の近傍にそれぞれ固定配置された固定棚2とを有する。供給台車は、第1部品41を保持する第1レール111と、第2部品42を保持する第2レール112とを平面視において互いに平行に配設してなると共に、放出口12を第1レール及び第2レールの長手方向における互いに反対側の端部に設けてなる。放出口にはストッパー13が配設されている。2つの固定棚は受取口22を台車スペース側に配設し、各工程に部品を供給するための供給口を受取口に対して直交する位置であって互いに同じ方向に設け、部品を保持する受取レール21を有する。台車スペースに供給台車が配置されたとき、供給台車の放出口が固定棚の受取口に対向配置される。
(もっと読む)
車体組立装置
【課題】 車体組立装置において、組付部品の位置決め精度の向上と治具の交換作業に要する時間の短縮を両立する。
【解決手段】 使用する治具の変更時に摺動ユニットが乗り移るレールについては、比較的に精度の低いレールを採用する。それにより、治具の交換作業を、短時間で行うことが可能となる。一方、治具を用いて組付部品を位置決めする作業エリアのレールについては、比較的に精度の高いレールを採用する。それにより、組付部品の位置決め精度が確保される。
(もっと読む)
生産順序再計画システム、生産順序再計画装置及び方法
【課題】遅延車両など、予め計画された生産計画順序の遵守が不可能となった車両が発生した場合に、遅延車両を考慮した生産計画順序を再計画できるようにする。
【解決手段】修正作業工程へ投入される車両を検出する車両通過検知装置4と、車両の修正作業の所要時間が入力される修正作業所要時間入力装置2A、2Bと、生産順序再計画装置1とを備え、生産順序再計画装置1が車両通過検知装置4から修正作業工程へ投入される車両を検出したとの通知を受けると、修正作業所要時間入力装置2A、2Bから入力された修正作業所要時間を基に、組立工程における車両生産順序を再計画する。
(もっと読む)
製造方法および車両
【課題】電気自動車に用いられる電池パックを有効に利用すること。
【解決手段】車両の製造方法は、シャシ準備工程と、配線部形成工程と、電池モジュール接続工程とを備える。シャシ準備工程では、複数の電池モジュールが設置されている車両のシャシを準備する。配線部形成工程では、車両のボディに配線部を形成する。電池モジュール接続工程では、シャシとボディとを結合することで、配線部により複数の電池モジュールを電気的に接続する。
(もっと読む)
脱脂液の塗布方法
【課題】塗布面における液だまりやかすれ等の塗布不良を防止する。
【解決手段】脱脂液を保有した脱脂液塗布部材2をワークWに押圧しながら移動させて油分や塵埃を拭き取る脱脂液Lの塗布方法であって、脱脂液Lを保持することが可能な脱脂液吸着体3の表層部3aに規定量の脱脂液Lを吸着保持させる吸着工程(a)〜(b)と、脱脂液塗布部材2を表層部3aに当接させて、規定量の脱脂液Lを脱脂液塗布部材2に浸透させて吸収する吸収工程(c)〜(e)と、を含み、吸収工程(c)〜(e)において吸収された脱脂液LをワークWに塗布する。
(もっと読む)
バッテリ搭載装置
【課題】 車両の傾斜に係らずバッテリを着脱可能なバッテリ搭載装置を提供すること。
【解決手段】 バッテリを載置して固定するバッテリ固定手段の傾斜状態を調整し、この調整された傾斜状態で車両の下面からバッテリを取り付けることとした。
(もっと読む)
1 - 20 / 102
[ Back to top ]