
Fターム[4E082BB01]の内容
Fターム[4E082BB01]に分類される特許
1 - 10 / 10
アーク溶接方法
【課題】よりきれいなウロコ状のビードを形成可能なアーク溶接方法を提供すること。
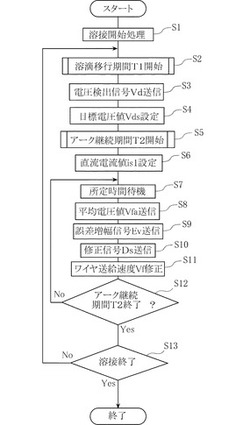
【解決手段】消耗電極と母材との間に溶接電流を、絶対値の平均値が第1の値であるように流すことにより、アークを発生させつつ溶滴移行させる第1工程(S2)と、上記溶接電流を、絶対値の平均値が上記第1の値より小さい第2の値であるように流し、上記アークが発生している状態を継続させる第2工程(S5)と、を備え、上記第1工程(S2)と上記第2工程(S5)とを繰り返すアーク溶接方法であって、上記第2工程(S5)において、上記消耗電極と上記母材との間の溶接電圧Vfaが、上記第1工程(S2)における上記消耗電極と上記母材との間の溶接電圧に従って設定される目標電圧値Vdsとなるように上記消耗電極の送給速度Vfを修正する(S11)。
(もっと読む)
炭酸ガスパルスアーク溶接方法

【課題】消耗電極式炭酸ガスパルスアーク溶接において、溶滴の形成及び離脱状態を安定化して、スパッタの少ない高品質溶接を可能とすること。
【解決手段】ピーク電流Ipを通電するピーク期間Tpとベース電流Ibを通電するベース期間Tbとを1パルス周期Tpbとして繰り返して溶接を行う炭酸ガスパルスアーク溶接方法において、ピーク期間Tp中はピーク電流Ipを振幅Ws及び振動周期Tsによって振動させることによって溶接ワイヤの先端に所望サイズの溶滴を形成し、ベース期間Tb中はこの形成された溶滴を短絡移行によって溶融池へと円滑に移行させる。これにより、ピーク期間Tp中に形成された溶滴が、ベース期間Tb中に短絡移行するので、1パルス周期1溶滴移行状態が実現できる。このために、スパッタの少ない溶接が可能となる。
(もっと読む)
アーク溶接方法およびアーク溶接システム
【課題】よりきれいなウロコ状のビードを形成可能なアーク溶接方法、およびアーク溶接システムを提供すること。
【解決手段】消耗電極15と溶接母材Wとの間に溶接電流を、絶対値の平均値が第1の値であるように流すことにより、アークaを発生させつつ溶滴移行させる第1工程と、上記溶接電流を、絶対値の平均値が上記第1の値より小さい第2の値であるように流し、上記第1工程と上記第2工程とを繰り返すアーク溶接方法であって、上記第2工程において消耗電極15と母材Wとの間の溶接電圧Vwが予め定められた基準溶接電圧Vstよりも大きいときに上記消耗電極の送給速度Vfを増速させ、溶接電圧Vwが基準溶接電圧Vstよりも小さいときに送給速度Vfを減速させる。このような構成により、過大な上記溶接電圧に起因して溶接ビードの外観が乱れてしまうことや、過小な上記溶接電圧に起因してアークが消滅してしまうことを抑制することができる。
(もっと読む)
被覆アーク溶接機
【課題】定電流出力特性と垂下出力特性とが適度に組み合わされた特性を有する被覆アーク溶接機を提供すること。
【解決手段】定電流出力特性を有する被覆アーク溶接機において、前記定電流出力特性の特性線が溶接負荷特性ラインLと交差する点を基点として任意の垂下度を持つ、前記定電流出力特性に換わる所望の垂下出力特性を持つことを特徴とする被覆アーク溶接機。
(もっと読む)
可搬式直流アーク溶接機
【課題】短絡発生時に短絡状態を早期に終息させて通常の溶接に復帰し得る可搬式直流アーク溶接機を提供すること。
【解決手段】可搬式の直流アーク溶接電源を有し、この溶接電源から第1の定電流を溶接出力端子に供給してアーク溶接を行い、短絡時には前記第1の定電流よりも大なる第2の定電流を供給する可搬式直流アーク溶接機において、前記溶接出力端子P,Nにおける溶接出力電圧および溶接出力電流を検出する検出回路101,CTと、前記溶接出力電圧の大きさに応じた電流特性となるように制御信号を形成する制御回路100と、前記制御回路からの制御信号および前記検出回路からの検出電流に応じて前記溶接出力端子に溶接電流を供給する出力回路110,111とを備える。
(もっと読む)
アーク溶接制御方法およびアーク溶接装置
【課題】短絡発生時から予め定めた長期短絡判別時間が経過した場合には溶接電流を減少させ、後退送給によってワイヤ先端が母材から離れてアークが再発生するようなアーク状態の場合には短絡期間が非常に長くなる。長期短絡判別時間が経過しない通常の場合の短い短絡期間とは、異なる短絡期間が2つ存在することになる規則的な安定したアーク状態を確保することが難しい。
【解決手段】短絡発生時からアーク発生時までの短絡期間は基本ワイヤ送給速度より低いワイヤ送給速度に減速し、アーク発生時から次の短絡発生時までのアーク期間はワイヤ送給を加速させて前記基本ワイヤ送給速度に戻し、アーク発生時から第1の所定時間は定電流制御で所定ピーク電流を出力するし、アーク発生時から第2の所定時間で定電圧制御による溶接電流を出力した後に定電流制御で所定のベース電流を出力させるものである。
(もっと読む)
アークスタート制御方法
【課題】 溶接ワイヤを被溶接物に一旦接触させた後に引き離してアークを発生させるスタート方法において、前記接触時に溶接ワイヤが被溶接物に溶着することを防止する。
【解決手段】 本発明は、溶接開始に際して、溶接ワイヤを被溶接物に接触させ、この接触を判別すると初期電流を通電すると共に溶接ワイヤを被溶接物から引き離し、この引き離しによって初期アークが発生した後に定常アークに移行させるアークスタート制御方法において、前記溶接ワイヤと被溶接物との接触の判別動作が、溶接電源装置に内蔵又は外部に設置された接触判別電圧印加回路VTから溶接ワイヤと被溶接物との間に接触判別電圧を印加して前記両者が接触すると1[mA]以上3[A]以下の接触判別電流が通電することを判別することによって行う接触の判別動作である、ことを特徴とするアークスタート制御方法である。
(もっと読む)
消耗電極ガスシールドアーク溶接方法
【課題】定電流特性の溶接電源を使用した消耗電極ガスシールドアーク溶接において、アーク長を高く設定したときのアーク長制御性を良好にして良好な溶接品質を得ること。
【解決手段】本発明は、母材・溶接ワイヤ間の溶接電圧Vwを溶接電圧設定値Vsによって設定し、溶接中の溶接電圧Vwを検出し、この溶接電圧検出値Vdを移動平均して溶接電圧移動平均値Vraを算出し、前記溶接電圧設定値Vsが予め定めた高アーク長基準値未満のときは前記溶接電圧移動平均値Vraを溶接電圧制御設定値Vscとし、前記溶接電圧設定値Vsが前記高アーク長基準値以上のときは前記溶接電圧設定値Vsを前記溶接電圧制御設定値Vscとし、前記溶接電圧検出値Vdが前記溶接電圧制御設定値Vscと略等しくなるように定電流特性による溶接電流値Isc、Iwを変化させる消耗電極ガスシールドアーク溶接方法である。
(もっと読む)
溶接電流制御システムおよび方法
アーク溶接装置の溶接電流の制御システムおよび方法は制御信号105を溶接電流電源106へ供給するための波形発生器101のプログラミングを含んでおり、制御信号105は固定したまたは予め定められた振幅および可変の期間を有する選択されたセグメントからなる基準波形から得られる。基準波形はアーク電流および/または電圧検出器115の出力を波形発生器101へフィードバックし、選択された予め定められた振幅セグメントの期間を変更することにより溶接状態の変化に応答して劇的に調節される。 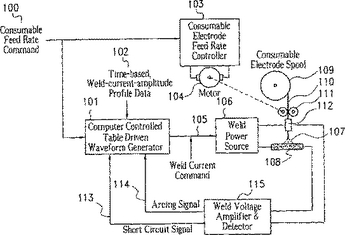 (もっと読む)
(もっと読む)
TIG溶接におけるアークスタート方法
【課題】 本発明は、タッチスタート方式における、アーク発生時の電極の消耗、及び電極溶着の防止を実現する。
【解決手段】 溶接トーチを被溶接物に接触させ引き離し時にアークを発生させるアークスタート方法において、電極先端と被溶接物との間に短絡検出用電源から印加した微少電流によって接触を検知し、この接触検知後に補助電源の出力の供給を開始して、アーク発生に必要な小さな電流を通電させ、通電状態で電極先端を被溶接物から引き離すことによってアーク起動を行いアーク発生検出によって、溶接電源の出力の供給を開始するTIG溶接におけるアークスタート方法。
(もっと読む)
1 - 10 / 10
[ Back to top ]