
Fターム[4F206JB12]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (6,362) | 予め形成された挿入物等との一体化成形 (4,574) | インサート成形 (2,017)
Fターム[4F206JB12]に分類される特許
1 - 20 / 2,017
端子付電線及びその製造方法
賦型シート、樹脂被覆賦型シート及び光学シートの製造方法
金属成形樹脂複合筐体用加飾シートおよび金属成形樹脂複合加飾筐体
成形品及びその製造方法
型内塗装用型
電動パワーステアリング装置
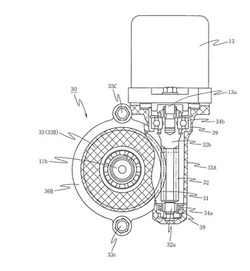
【課題】減速歯車機構を収容するギヤボックスが軽量で信頼性が高い電動パワーステアリング装置を提供する。
【解決手段】電動パワーステアリング装置は、減速歯車機構30を収容するハウジング部材33Aと、ハウジング部材33Aの開口部を覆うカバー部材33Bとが、ボルト33C及びナットにより締結され一体化されたギヤボックス33を備えている。このハウジング部材33A及びカバー部材33Bは、ボルト33Cが挿通されるボルト穴37を有する金属製の芯金36A,36Bをインサートとした樹脂材料のインサート成形によって製造されたものである。この樹脂材料は、気泡径が1μm以上50μm以下の気泡を有する発泡プラスチックを含有する材料である。
(もっと読む)
熱転写箔およびその製造方法

【課題】表面の高硬度性や立体形状追従性等に優れると同時に、各層間の密着性を向上させた熱転写箔を提供する。
【解決手段】基材20と、該基材の一方の面上に、離型層30と、電離放射線硬化性官能基としてビニル基、(メタ)アクリロイル基、アリル基、およびエポキシ基から選ばれる少なくとも1種を有するポリマーと、無機粒子の表面に反応性官能基を有する反応性無機粒子および/または反応性異形無機粒子と、多官能イソシアネートとを含むインキ組成物から形成されるハードコート層であって、インキ組成物中の反応性無機粒子の含有量が、ポリマーならびに反応性無機粒子の合計質量に対して13〜60質量である、ハードコート層40と、アクリルポリオールと多官能イソシアネートが反応してなる樹脂を含むアンカーコート層50と、熱可塑性樹脂を含む受容層60とをこの順に有してなるものである。
(もっと読む)
アンテナ装置及びその形成方法
【課題】部品点数や製造工数を増加させることなく、インサート成形を行うこと。
【解決手段】中心軸(CA)を持つロッド状アンテナコア(22)と、このロッド状アンテナコアの基端部に連結された導電性接続金具(24)と、ロッド状アンテナコアの先端頂部から導電性接続金具に至る外周面に一体成形された樹脂(26)と、を有するアンテナ装置(20)において、樹脂(26)には、当該樹脂を成形する際にロッド状アンテナコア(22)を押さえるための複数本の押さえピンのそれぞれの穴(261;262)が、ロッド状アンテナコア(22)の中心軸(CA)と直交する方向に対して所定角度(5°)傾斜した状態で、穿設されている。
(もっと読む)
合成樹脂製中空曲管の製造方法
【課題】 配管継手や水栓器具等に用いられ、中空部を流体が通過する合成樹脂製の中空曲管であって、他の部品と連結しても流体の漏洩が発生することのない寸法や形状の精度に優れた中空曲管が得られ、かつ合理化された工程の製造方法及び中空曲管を提供する
【解決手段】 本発明に係る中空曲管1の製造方法は、予め分割して成形した構成部品3、4を相互に接合して形成した予備形成品2を中子として金型内に配置し、予備形成品2の外周と金型との間隙に合成樹脂を充填注入し、予備形成品2の外周に合成樹脂の外殻10を形成し一体化する中空曲管1の製造方法において、前記予備形成品2の端末開口部を接合部のない連続環状体5で構成し、該端末開口部にコアを挿入して、開口部を封止すると共に予備形成品2を保持しながら金型内に配置し、合成樹脂を充填注入することを特徴とする。
(もっと読む)
金属部品の製造方法、及び複合成形体
【課題】レーザーで金属部品の表面に粗面を形成して、金属部品と樹脂部品との密着性を向上させる技術において、さらに、金属部品と樹脂部品との密着性を向上させる技術を提供する。
【解決手段】レーザーで金属表面に粗面を並ぶように形成させて、樹脂部品と接合させる金属部品を製造する方法において、隣り合う粗面の間隔と粗面を形成する凹凸の深さとを調整する。より具体的には、隣り合う粗面の間隔を250μm以下に調整し、粗面を形成する凹凸の深さを50μm以下に調整する。
(もっと読む)
射出成形装置
【課題】簡単な構造で金型の型締め力の調整及び保持を可能にし、効率的に製品を製造する射出成形装置を提供する。
【解決手段】型締めユニット2は、支柱7の上部に配置されており、型締めフレーム8と、クサビ9と、保持ピン10と、上型昇降ガイド11と、上型14a及び下型14bからなる金型14とを備えている。金型14の型締め力は、外部加圧ユニット4によりクサビ9を押圧し、クサビ9を固定クサビ板18aと移動クサビ板18bとの間に挿入して型締め力を発生させ、外部加圧ユニット4の加圧力を低下させることでクサビ9を後退させ型締め力を弱くすることができる。後退させたクサビ9は、案内部12aのピン穴17に挿通された保持ピン10をクサビ9の保持穴22に挿入して、クサビ9をその位置で保持することで型締め力を保持することができる。
(もっと読む)
成形品の製造方法
【課題】安価に製造できる成形品の製造方法を提供する。
【解決手段】一形態に係る成形品の製造方法は、不織体に所定の融点を有する融解物質が含まれた繊維体1を成形型11、12に配置する工程と、成形型11、12内に熱可塑性樹脂を充填する工程と、を備える。このとき、成形型11、12内に熱可塑性樹脂を充填する工程は、熱可塑性樹脂の熱によって融解物質を溶かして不織体の隣接する繊維を結合させる工程を含むこと。
(もっと読む)
複合成形体の製造方法
【課題】金属成形体と樹脂成形体との接合強度が高められた複合成形体が得られる製造方法の提供。
【解決手段】金属成形体10の接合面に対して、ドット状の独立した複数の孔11を形成するようにレーザー照射する工程と、ドット状の独立した複数の孔11を形成した金属成形体10の接合面を含む部分を金型内に配置して、前記樹脂成形体となる樹脂をインサート成形する工程を有する複合成形体の製造方法であって、レーザース照射工程において1つの孔11を形成するとき、前記孔の開口部径(D)と前記孔の深さ(dep)との比(dep/D)が1.0〜10の範囲になるようにする、複合成形体の製造方法。
(もっと読む)
細胞培養容器の製造方法
【課題】インモールド成形時に機能性有機化合物層の機能を損なうことなく、安価かつ効率的に細胞培養容器を提供する。
【解決手段】容器本体部材の表面に、細胞及び培地を収容する空間側へ機能性有機化合物層402が向くように機能性基体140が固定されている細胞培養容器の製造方法であって、細胞及び培地を収容する空間に面する容器部の内壁を画定するコア金型501と、容器部の外壁を画定し、樹脂Aの注入孔502を有するキャビティ金型503と、を組み合わせた射出成形型により形成される鋳型空間504において、機能性基体140を、注入孔502を覆うように、かつ基材層401側がキャビティ金型503に接するように配置し、鋳型空間504内に注入孔502から樹脂Aを充填することにより、樹脂Aの流動と共に機能性基体140を、機能性有機化合物層側402がコア金型501に移動させられる。
(もっと読む)
浮き成形制御装置及び製造方法
【課題】キャビティ内に溶融樹脂を充填する途中で保持ピンを金型内に後退させ、インサート部材を樹脂の外面に露出させることなく樹脂内部に留めるインサート成形の前記後退タイミングを精度よく繰り返し安定させ、成形品の歩留まり向上すること。
【解決手段】予めインサート部材を金型から浮かせる保持ピンと該保持ピンと連動する作動中子が組み込まれた浮き成形金型を備えて、樹脂の充填途中に前記保持ピンと作動中子を後退させ、保持ピンの後退に伴い樹脂表面に残るピン跡の空間を残りの充填樹脂により埋める浮き成形機の制御装置であって、前記保持ピンと前記作動中子の後退制御を、前記成形機のV(速度)−P(圧力)切替位置又は2次射出切替位置を成形機から出力信号として出力し、該出力信号を入力信号として取り込み、該入力信号に基づいて前記保持ピンと前記作動中子に後退信号を出力する浮き成形制御装置及び方法。
(もっと読む)
耐ヒートショック性評価用インサート成形体、及び耐ヒートショック性評価用インサート成形体の製造方法
【課題】測定精度がより高く、より短時間で評価を終了させることができる耐ヒートショック性評価用インサート成形体、及び当該耐ヒートショック性評価用インサート成形体の製造方法を提供する。
【解決手段】ウェルドラインが形成された樹脂部材と、上記樹脂部材によって表面の少なくとも一部が覆われるインサート部材とを備え、上記樹脂部材が上記樹脂部材の表面と樹脂部材側のインサート部材との接合面との間隔が、ウェルドラインから離れるにつれて大きくなる肉厚傾斜部と、肉厚傾斜部の肉厚な両端と連なり肉厚傾斜部と共にインサート部材を囲う整流部とを有する耐ヒートショック性評価用インサート成形体を用いる。
(もっと読む)
ラックアンドピニオン式ステアリング装置
【課題】必要な強度や剛性を確保しつつ、軽量化することができるステアリングギヤのハウジングを有するステアリング装置を提供する。
【解決手段】ハウジング10は、ラック軸を覆う中空円筒部30と、該中空円筒部30の軸方向一方側に設けられ、ピニオン軸を支持するピニオン挿入用の円柱状ボス11と、中空円筒部30の周囲に設けられ、車体フレームに取付可能な取付け部13,21と、を有する。そして、中空円筒部30は、炭素繊維からなる連続繊維強化樹脂Aによって構成され、円柱状ボス11及び取付け部13,21は、長繊維強化樹脂B,C,Dによって構成される。
(もっと読む)
インサート成形体
【課題】インサート成形体を構成する樹脂部材に脆弱部が形成されている場合であっても、インサート成形体が温度変化のある環境に曝されることによって生じる、樹脂部材の割れの問題を解消する技術を提供する。
【解決手段】機械的強度が局所的に弱い脆弱部を有する樹脂部材とインサート部材とを備えるインサート成形体において、上記脆弱部の近傍に応力集中部を形成する。形成される応力集中部の好ましい一例としては薄肉部が挙げられる。また、脆弱部の具体例としては、ウエルド部や溶着部が挙げられる。
(もっと読む)
樹脂成形品の内部に固体、袋入りの液体又は気体等の物体を封入する方法及びその方法により製造した樹脂成形品。
【課題】封入する部品の全部を完全に封入すると共に、封入する部品の樹脂成形品内における位置を適宜に設定することができる方法を提供する。
【解決手段】同一の樹脂からなり、同形、同大、同厚となし、面と平行する方向における所要の位置に、後記電子情報その他のID機能を有する素子又はその他の部品2の厚味と形状及び大きさに対応した寸法の保護用囲繞枠1a、1bが突設された、一対の樹脂成形品形成板1A、1Bを形成する。それらにおける保護用囲繞枠1a、1b内に電子情報その他のID機能を有する素子又はその他の部品2を密封する。この状態においてキャビティー側3Aとコア側3Bからなる金型3内に保持し、溶融した一対の樹脂成形品形成板1A、1Bと同一の樹脂4を樹脂注入口3Cから注入して該樹脂4を一対の樹脂成形品形成板1A、1B間の保護用囲繞枠1a、1bの外周に充填する。その後該樹脂4を冷却、固化せしめる。
(もっと読む)
樹脂プーリ
【目的】動作時において、静粛且つ寸法精度の高い樹脂プーリとすること。
【構成】金属製のブッシュAと、該ブッシュAがインサートされるプーリボス部3と該プーリボス部3の外周より略円錐状に延在する椀状部4と、該椀状部4の外周に形成されるベルト掛を行う外筒部5を有する樹脂プーリ本体Bとからなること。前記プーリボス部3の軸方向端面と前記金属製のブッシュAの軸方向端面に跨るスポット状の円の半円状浅凹部31が等間隔に形成され、且つ前記椀状部4の直径方向中間箇所で且つ周方向に沿ってスポット状の凹凸面部43が等間隔に形成され、前記半円状浅凹部31は、放射方向において前記隣接する凹凸面部43間の中間位置に位置するように構成されてなること。
(もっと読む)
1 - 20 / 2,017
[ Back to top ]