
Fターム[4F209AG01]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 一般形状、構造物品(用途物品優先) (3,776) | 板状体(←シート、フィルム) (579)
Fターム[4F209AG01]の下位に属するFターム
厚板 (10)
Fターム[4F209AG01]に分類される特許
1 - 20 / 569
円筒状スタンパの製造方法および円筒状スタンパ
自由曲面の成形方法、その方法によって成形された自由曲面及びその自由曲面を用いた視覚表示装置
インプリント用モールド及びその製造方法
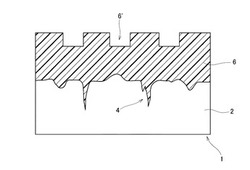
【課題】基体からの剥離のおそれがほとんどない、高い精度の凹凸パターンを有するインプリント用モールド及びその製造方法を提供する。
【解決手段】平坦化剤の塗布により基体主表面の凸凹4を埋めた上で、最表面には所望の凹凸パターン6’が形成されている平坦化剤層6を有することを特徴とするインプリント用モールド。
(もっと読む)
樹脂成形品矯正装置

【課題】上押圧治具、下押圧治具の破損が抑制でき、所定の押さえ矯正が継続して実施可能となる。
【解決手段】成形後の冷却の際に収縮差により片面側が凸となるように反る成形直後の樹脂成形品1を矯正するための樹脂成形品1矯正装置である。前記樹脂成形品1を平面視で位置決めするための位置決め部2と、この位置決め部2で位置決めされた状態の前記樹脂成形品1を下から押し上げ支持する上下移動自在な複数の下押圧治具3と、前記樹脂成形品1を上から押圧するための上下移動自在な複数の上押圧治具4とを備える。前記下押圧治具3と上押圧治具4の各先端部に回転ローラ5を備える。下押圧治具3の回転ローラ5と上押圧治具4の回転ローラ5で前記成形直後の樹脂成形品1の上下面をそれぞれ押圧して冷却時の収縮差による反りと逆の矯正用変形を与える。
(もっと読む)
片面研磨用保持材の製造方法
【課題】液晶ディスプレイ用ガラス基板等の被研磨物について初期から加工数を重ねていっても研磨後の被研磨物の品質に影響を与える表面形状を変化させることなく、これにより一定の研磨品質を維持することができ、さらに、被研磨物の品質に影響のある保持面の表面平坦性が向上し、大型で極薄の被研磨物であっても研磨中にはこれを堅固に保持することができ、かつ、研磨後は安全かつ容易に剥がすこともできる片面研磨用保持材の製造方法を提供する。
【解決手段】発泡層と緻密な発泡による表面部分を有する樹脂シートを湿式成膜法により製造する工程と、表面に凸部を有する加熱可能なディンプルロールに樹脂シートを供給して樹脂シートの緻密な発泡による表面部分を圧接させることにより、樹脂シートを構成する材料の流動開始温度以上で熱成形加工する工程とを含むことを特徴とする。
(もっと読む)
光学部材の製造方法
【課題】光学部材の凹凸形状をより簡易に決定するための光学部材の製造方法を提供すること。
【解決手段】転写型53の形状を異なる転写率(h3/h1)で転写することにより、互いに異なる凹凸形状を有する複数の光学部材試作品30を成形するステップと、複数の光学部材試作品30それぞれの光学特性を評価するステップと、光学特性に基づいて光学部材の凹凸形状を決定するステップと、光学部材試作品30を成形する際に使用される転写型53の形状を、決定された凹凸形状に対応する転写率で転写することにより、光学部材を成形するステップと、を含む、光学部材の製造方法。
(もっと読む)
光学部材の製造方法
【課題】光学部材の凹凸形状をより簡易に決定するための光学部材の製造方法を提供すること。
【解決手段】試作用転写型53の形状を異なる転写率で転写することにより、互いに異なる凹凸形状を有する複数の光学部材試作品30を成形する試作品成形ステップと、複数の光学部材試作品30それぞれの光学特性を評価する評価ステップと、光学特性に基づいて光学部材の凹凸形状を決定する形状決定ステップと、試作用転写型53を用いてラインスピードを所定速度まで上げたときに安定性を有する転写率を見つけ出す確認ステップと、形状決定ステップにより決定された凹凸形状が確認ステップにより見つけ出された転写率で得られるような光学部材製造用転写型を作製する転写型作製ステップと、転写型作製ステップにより作製された光学部材製造用転写型からの転写により光学部材を成形する光学部材成形ステップと、を含む、光学部材の製造方法。
(もっと読む)
樹脂スタンパ用形状調整ステージ及びこれを備えたインプリント装置
【課題】熱や周囲環境の変化により伸縮して形状変化が生じた樹脂スタンパの形状を調整することができる樹脂スタンパ用ステージを提供すること。
【解決手段】一方の表面に微細な凹凸パターンが形成された樹脂スタンパ16を、その凹凸パターン形成面とは反対側の面が接するように載置するための載置台12を有し、該載置台12は、前記樹脂スタンパの反対側の面を吸引する複数の吸引孔15を有する吸引機構14と、前記複数の吸引孔15を、前記樹脂スタンパが載置される載置面12aの平面方向にそれぞれ独立して移動させる移動機構と、を備えていることを特徴とする樹脂スタンパ用形状調整ステージ。
(もっと読む)
インプリント装置、それを用いた物品の製造方法
【課題】型と基板上の樹脂との重ね合わせ精度の向上に有利なインプリント装置を提供する。
【解決手段】インプリント方法は、基板を保持面上に保持する保持工程と、パターンが形成されている前記基板上の基板側パターン領域の形状を変形させる変形工程と、変形させた基板側パターン領域上の樹脂と、型とを接触させる接触工程と、樹脂を硬化させる硬化工程と、接触している樹脂と型とを離す離型工程とを備える。変形工程において、基板側パターン領域に対応した基板の裏面と保持面との間に働く最大静止摩擦力よりも大きな変形力を基板の表面に沿う方向に作用させる。
(もっと読む)
導体ライン製造用兼ビア製造用スタンプ及びこれを用いるコイル部品の製造方法
【課題】1次コイル及び2次コイルを有する絶縁層であるコイル層の製造工程を単純化し、コイル部品の製造工程性を向上させることができる、導体ライン製造用兼ビア製造用スタンプ及びこれを用いるコイル部品の製造方法を提供する。
【解決手段】本発明の導体ライン製造用兼ビア製造用スタンプは、プレート形態のインプリント本体部101と、インプリント本体部101の一面から突設され、インプリント本体部101の外郭側から中心側へ螺旋形態に連続したラインインプリント部102と、インプリント本体部101の一面から突設され、インプリント本体部101の中心側に位置したラインインプリント部102の端部から突設されるビアインプリント部103とを含む。
(もっと読む)
円筒状モールド
【課題】被転写材の外縁部に生じる不使用領域を削減でき、被転写材の利用効率を向上できる円筒状モールドを提供すること。
【解決手段】本発明の円筒状モールド(10)は、一対角が鈍角であり他対角が鋭角である平行四辺形状の基材(11)の一対の斜辺(11c,11d)を接合して円筒状にしてなる円筒状モールド(10)であって、一対の対辺(11c,11d)が接合された接合辺部(11c)は、基材(11)上において、円筒状モールド(10)の筒軸方向(D1)に対して所定の角度(θ1)を持つことを特徴とする。
(もっと読む)
微細構造転写用モールド、表面微細構造部材、微細構造転写用モールドの製造方法及び表面微細構造部材の製造方法
【課題】加工自由度に優れたモールドの製造方法及びこのモールドを用いて得られる表面微細構造部材を提供すること。
【解決手段】モールド(10)は、ロール表面にレジスト層を形成した後、レジスト層にレーザー光を照射してパターニングされる。このように得られたモールド(10)には、2つ以上のパターン部(10a〜10d)が、ロール形状のモールド(10)の外周に沿って設けられているとともに、互いに並列して配置されており、パターン部(10a〜10d)には、モールド(10)の外周に微細構造が形成されており、各パターン部(10a〜10d)を構成する微細構造の大きさは1μm以下である。
(もっと読む)
パターンの形成方法
【課題】 エッチングマスクの耐性を向上させ、エッチングマスクの存在により形成される凹部の被エッチング箇所寸法が25nm以下、特に20nm以下であっても当該箇所のエッチング加工が可能となるパターン形成方法を提供する。
【解決手段】 第1マスクおよび当該第1マスクの存在により形成された難侵入性凹部を有する基材を準備する工程と、第1マスクが形成された側から物理蒸着法により、第1マスクよりも高いエッチング耐性を有する第2マスク形成用材料を第1マスクの頂上表面全体と前記難侵入性凹部の側面に周状に堆積させて、一連の膜からなる第2マスクを形成する工程と、第1マスクおよび第2マスクを介して前記基材をエッチングする工程と、を含み、難侵入性凹部の寸法は、基材の主面に対して垂直に物理蒸着法により前記第2マスク形成用材料を堆積させようとしたときに、第2マスク形成用材料が凹部の底面に実質的に到達できない大きさに設定される。
(もっと読む)
熱転写成形装置
【課題】真空(減圧)条件の下で熱転写成形を行う成形装置に要する設備経費を圧縮し、連続的な生産を可能とすることにより時間当たりの生産性の向上も実現できる熱転写成形装置を提供する。
【解決手段】被加工材を減圧して搬送する搬送成形ユニット10と、搬送成形ユニット内の被加工材を補助加熱する補助加熱部30と、搬送成形ユニットを挟持して補助加熱部よりも高圧力により被加工材を加熱成形する加圧熱成形部40と、搬送成形ユニット内の被加工材を冷却する加圧冷却部50と、搬送成形ユニットを挟持して加圧冷却部よりも低圧力により被加工材を補助冷却する補助冷却部60と、搬送成形ユニットの脱気部を通じて内部を減圧し補助加熱部に向けて搬出する搬出部70と、補助冷却部から搬送成形ユニットを受け入れてその分離を行う搬入部80と、接続部110を備え搬送成形ユニットを各部の配置順に搬送し所定位置に載置する搬送装置100を有する。
(もっと読む)
光学シートの製造方法及び光学シート、光学シートを用いたEL素子及びそれを備えた照明装置
【課題】シリンダー状の金型をパターン母型として使用して透光性基材上に活性エネルギー線硬化性樹脂を用いて作成することで、所望のレンズ形状及び強拡散性能を得ることができ、高い表面耐擦傷性能を得ることが可能となる。
【解決手段】凹凸部が活性エネルギー線硬化性樹脂を介して透光性基材表面に凹凸構造が付与された金型40を圧着させ、前記硬化性樹脂を介さない金型40と透光性基材との圧着部における金型40の幅方向接線長L0に対する透光性基材の幅方向接線長L2との接触長さ率Aが0.1≦A≦0.7であり、成形離型補助部42が金型40の表面に付与された箇所と、透光性基材とが接触点を有さず、その接触部と非接触部とが少なくとも1回以上繰り返してなり、透光性基材の法線方向での成形離型補助部42の凹部42aとの距離h1が20μm<h1<200μmとなるように製造される光学シートの製造方法を提供する。
(もっと読む)
ロール金型、ロール金型の製造方法、光学シート及び映像表示装置
【課題】環状突起の倒れが少ないロール金型、及び該ロール金型の製造方法と、該ロール金型を用いて製造される光学シートと、該光学シートを備えた映像表示装置とを提供する。
【解決手段】回転軸に平行な方向の両端部において環状突起22が隣接する溝側23に傾いており、回転軸に平行な方向の一方の端部と他方の端部とで環状突起の傾いている方向が反対であることを特徴とするロール金型、該ロール金型の製造方法、該ロール金型を用いて製造される光学シート、及び該光学シートを備えた映像表示装置とする。
(もっと読む)
光学部材の製造方法、及び、光学部材
【課題】厚さの均一性が高く、輝度ムラや色ムラ等の表示不良が大幅に改善された良好な映像を表示可能な光学シートを提供可能な光学部材の製造方法、及び、これにより製造された光学部材を提供する。
【解決手段】少なくとも一方の面に単位レンズ151が複数配列された光学形状部152を有し、所定の形状に裁断することにより光学シート15が形成されるウェブ状の光学部材150は、熱可塑性樹脂を所定の幅のシート状に押し出す押出工程と、押し出されたシート状の部材Rを、少なくとも一方が単位光学形状を賦形可能な成形型である1対のロール53,54で加圧し、単位レンズ151を賦形する賦形工程と、賦形工程で賦形されたシート状の部材Rを、成形型となるロール54から剥離する剥離工程とを備え、賦形工程において、少なくとも一方のロール54は、中心軸方向における中央の径が両端部の径よりも大きいクラウンロールとした。
(もっと読む)
ロール金型の製造方法及び光学シートの製造方法
【課題】光学シートを形成するロール金型を製造するに際し、溝の切削開始部と溝の切削終了部とで、溝形状が変化してしまうことを抑制できるロール金型の製造方法を提供する。
【解決手段】凹凸形状を有する光学シート10の凹凸部分を成型するための環状突起22と溝23とを交互に有するロール金型20を製造する方法であって、表面に被加工層が形成されたロール基体21を回転させ、切削工具30により光学シートの凸部13に対応する溝を被加工層に形成する切削工程を含み、該切削工程は、溝が完成後の開口部形状を有するように溝の開口部側の一部を切削する第1切削工程と、該第1切削工程によって開口部側の一部が切削された溝であって、該溝の両側の溝に対しても第1切削工程が行われているについて、目的の深さまで切削する、第2切削工程とを含んでいることを特徴とする。
(もっと読む)
ポリエステルフィルムおよび積層ポリエステルフィルム
【課題】
透明性が必要な光学用フィルムにおいて、粒子添加を行わずにフィルム表面の粗さを特定の範囲とすることで、低ヘイズであり、フィルム表面のキズも少なく、かつ製膜工程及び加工工程での搬送性が良好なポリエステルフィルムを提供する。
【解決手段】
フィルムの片面の平均表面粗さが10〜30nmであり、内部ヘイズが0.2%以下であり、フィルム幅方向に対する角度が45°以内、長さが0.3μm以上および深さが0.5μm以上のキズが、フィルム1m2当たりに両面合わせて10個以下である、ポリエステルフィルム。
(もっと読む)
光学フィルム、画像表示装置及び光学フィルムの製造方法
【課題】パッシブ方式による3次元画像表示に適用するパターン位相差フィルム、モスアイ方式による反射防止フィルム等の光学フィルムに関して、従来に比して一段と長期の安定性を確保する。
【解決手段】透明フィルムによる基材2と、電離放射線硬化性樹脂による賦型樹脂層4との間に、少なくとも基材2の1成分と電離放射線硬化性樹脂とを含んでいる緩衝層3を配置する。
(もっと読む)
1 - 20 / 569
[ Back to top ]