
国際特許分類[B24B49/00]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削工具または工作物の送り運動を制御するための計測装置;指示または計測装置の構成,例.研削開始を指示するもの (1,315)
国際特許分類[B24B49/00]の下位に属する分類
連続的または間欠的に測定される工作物の実寸法および必要寸法に応じて制御するもの (321)
液体または気体装置を有するもの (25)
電気的装置を有するもの (339)
光学的装置を有するもの (362)
研削中の温度を考慮したもの (52)
研削中の負荷を考慮したもの (149)
ドレッシング工具の存在を考慮したもの (39)
国際特許分類[B24B49/00]に分類される特許
1 - 10 / 28
研削装置
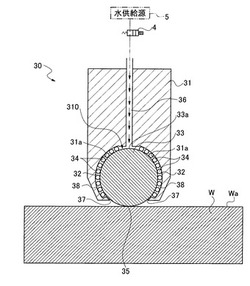
【課題】被加工物と接触する測定子先端部に研削屑が付着することを防止するとともに、測定子先端部が研削屑に接触することで発生する接触磨耗を低減する。
【解決手段】厚み測定器の測定子30の先端中央に形成された空間310には第1の球体33が収納され、第1の球体33の外周側には第1の球体33より小径の第2の球体34が複数配設され、第2の球体34により覆われていることで第1の球体33が回転可能なベアリング構造になっており、ベアリング構造内に第1の球体33と第2の球体34とに水が供給されて潤滑剤の役目となる水の層38を形成し異物浸入を防ぐことができる。そして、測定子先端部に研削屑が付着することを防止でき、測定子先端部が研削屑に接触することで発生する磨耗及び被加工物を傷つけることを防止できる。
(もっと読む)
回転工具偏摩耗形状予測装置

【課題】回転工具の回転軸を通る回転軸方向断面における偏摩耗形状を予測できる回転工具偏摩耗形状予測装置を提供する。
【解決手段】砥石車10の表面を回転軸方向断面において設定単位幅dw間隔に分割し、加工プログラム31に基づいて加工中の各瞬間における各表面位置wでの設定単位幅dwの加工能率Q'(w,t)を算出する。各瞬間における各表面位置wでの設定単位幅dwの加工能率Q'(w,t)を所定時間について時間積分することで、所定時間における各表面位置wでの設定単位幅dwによる被加工物20の被加工体積VW’(w)を算出する。各被加工体積VW’(w)を用いて所定時間における砥石車10の各表面位置wでの設定単位幅dwの工具法線方向摩耗長a(w)を算出する。記憶されている砥石車10の表面形状から、各表面位置wでの設定単位幅dwの工具法線方向摩耗長a(w)を除去することにより、砥石車10の偏摩耗形状を算出する。
(もっと読む)
被加工物の加工方法
【課題】除去レートを正確に把握し、高い形状精度を要求される光学素子や光学素子成形用金型の加工に対応できる加工方法を提供する。
【解決手段】ツールであるイオンビーム1を、ダミーワーク2上で走査させ、このときの滞留時間を走査位置に対する一次関数で変化させ、実際に形成された単位除去形状3から、連続的に変化する滞留時間に対する除去レートを把握する。ツールの滞留時間を走査位置に対して一次関数で変化させているため、走査速度が速い場合から遅い場合まで連続して、実際の除去形状に基づく除去レートを取得することができる。
(もっと読む)
研削加工状態の良否判定方法
【課題】研削加工が良好に施されたか否かを、容易に判定することのできる方法を提供する。
【解決手段】メインブラシ41と、メインブラシ41よりも先端部を後退させたチェックブラシ42とを有し、先端部に段差51を形成し、その段差量を、所定回数の研削加工を良好に施した場合のメインブラシ41の推定摩耗量以下とした研削ブラシ20を用いて研削加工を施した後、研削ブラシ20の先端部の段差51の有無を確認することにより、被加工物の研削不足の有無を判定する。
(もっと読む)
研磨装置の動作レシピの作成方法
【課題】研磨ヘッドの動作を決定するパラメータの数値入力に要する時間および労力を低減することができる研磨装置の動作レシピの作成方法を提供する。
【解決手段】研磨装置は、研磨テープ23を用いて基板Wの周縁部を研磨する複数の研磨ヘッド30A〜30Dと複数の研磨ヘッド30A〜30Dの動作を制御する動作制御部69とを備える。研磨装置の動作レシピは、研磨ヘッドの動作を決定する複数のパラメータを動作制御部69に記憶し、複数のパラメータから構成される少なくとも1つの研磨ヘッドレシピを動作制御部69内に生成し、複数の研磨ヘッド30A〜30Dを研磨ヘッドレシピに関連付けることによって生成する。
(もっと読む)
平坦化加工方法、平坦化加工量算出方法およびその算出プログラム
【課題】被加工物に対する加工後に得られる平坦度を所望の平坦度に制御でき、加工量を抑制することができる平坦化加工方法を提供する。
【解決手段】被加工物の表面の凹凸に関する凹凸情報を取得する凹凸情報取得ステップと、凹凸情報に基づいてシミュレーションを行い、被加工物の表面が所定の平坦度を満たすための加工量を求めるシミュレーションステップと、加工量に基づいて被加工物の表面の局所加工を行う加工ステップとを備え、シミュレーションステップでは、複数のセルに分割された被加工物表面を多平面最適化し、各平面が目標とする平坦度を満たすまでシミュレーションを繰り返すことにより加工量を求める。
(もっと読む)
研削盤および研削加工方法
【課題】研削加工終了後の検査工程を不要としつつ、高精度な加工を行うことができる研削盤および研削加工方法を提供する。
【解決手段】円柱状または円筒状の工作物Wを回転可能に支持する主軸22と、主軸22に対して主軸22の回転軸に交差する方向に相対移動することにより、工作物Wの外周面を研削加工する砥石43と、主軸22の回転角に応じた工作物Wの外周面の位置を測定する測定器50と、研削加工中における測定器50による測定結果に基づいて工作物Wの外周面形状を算出する外周面形状算出部64と、算出された工作物Wの外周面形状に基づいて、測定器50により測定した後に行う研削加工の状態を決定する研削加工状態決定部65を備える。
(もっと読む)
研削盤システムおよび研削方法
【課題】加工用主軸台21に保持された工作物の端面位置の測定または工作物の位相の割出しに要する時間を短縮し、加工効率を向上することが可能な研削盤システムおよび研削方法を提供することを目的とする。
【解決手段】加工用主軸台21と砥石台36と第一駆動手段とを有する加工部と、工作物の端面位置の測定または工作物の位相の割出しを行うプリセットステーション50と、プリセットステーション50から加工部へ工作物を搬送する搬送部と、研削加工の制御と工作物の端面位置の測定または工作物の位相の割出しとを同時に行う制御手段とを備える。
(もっと読む)
情報記録媒体用ガラス基板の製造方法およびその製造装置
【課題】円盤状ガラスの内外周面をNC制御された回転式砥石を用いて研削する場合において、回転式砥石の表面磨耗を考慮することなく当初設定のままNC制御し続けると、円盤状ガラスの処理枚数に比例して回転式砥石の磨耗量が増加して、結果として同一の回転式砥石を用いて研削した円盤状ガラスであっても、処理枚数の増加に従って内径が小さく、かつ、外径が大きくなる問題がある。
【解決手段】円盤状ガラスを固定するワーク台と円盤状ガラスの内外周面を研削する研削工具とを有する情報記録媒体用ガラス基板の製造装置において、研削工具の磨耗量を測定して、その磨耗量の測定値に応じて円盤状ガラスと研削工具との相対位置をフィードバック制御するようにした。これにより、同一の研削工具による円盤状ガラスの処理枚数が増えても、その寸法精度を高めることができる。
(もっと読む)
非接触型ネジ溝位置検出装置及び工作機械
【課題】ネジ溝の位置を直接検出することが可能であり、繰り返し測定しても測定精度の低下がない非接触型ネジ溝位置検出装置及び工作機械を提供する。
【解決手段】相対的に位置決めされたレーザ発光手段71とレーザ受光手段72を、レーザ光LBの光軸からワーク回転軸CZまでの距離が、ワーク回転軸からネジ溝の底部BNまでの距離より大きく、且つワーク回転軸からネジ溝の頂部TNまでの距離より小さくなるように設定し、更に、レーザ光の光軸がワークの測定個所におけるネジ溝と平行となるように、ワーク回転軸に対してネジ溝のピッチに応じた角度に設定する。そして、相対的に位置決めされたレーザ発光手段とレーザ受光手段を、ワークに対して相対的にネジ溝のリード方向に移動させながら、あるいはワークをワーク回転軸回りに回転させながら、レーザ受光手段から取り込んだ検出信号に基づいて、ネジ溝におけるリード方向の位置を検出する。
(もっと読む)
1 - 10 / 28
[ Back to top ]