
国際特許分類[B24B49/10]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削工具または工作物の送り運動を制御するための計測装置;指示または計測装置の構成,例.研削開始を指示するもの (1,315) | 電気的装置を有するもの (339)
国際特許分類[B24B49/10]に分類される特許
1 - 10 / 339
ワークの溝加工方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
携帯用切断機
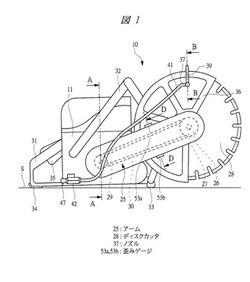
【課題】ディスクカッタに噴射される水の使用量を抑制する。
【解決手段】この携帯用切断機10は、エンジン等の駆動源によりディスクカッタ28を駆動して被削材の切断作業を行うために使用される。ディスクカッタ28にはノズル37から水が噴射され、ディスクカッタ28が冷却されるとともに粉塵の発生が抑制される。ディスクカッタ28が被削材に接触すると、歪みゲージ53a,53bからの信号により接触状態が判定されてノズル37から水が噴射され、接触しなくなるとノズル37に対する水の供給が停止される。
(もっと読む)
研磨終点検出方法および研磨装置

【課題】研磨対象膜の下層の金属材料の影響を排除し、渦電流センサを用いて、基板表面内の各領域での膜厚情報を取得することができ、得られた膜厚情報から基板の研磨終点を決定する方法を提供する。
【解決手段】本方法は、基板の研磨中に渦電流センサを基板の表面を横切るように移動させ、渦電流センサのインピーダンスの抵抗成分Xおよび誘導リアクタンス成分Yからなる座標X,YをX−Y座標系上にプロットし、X−Y座標系上に定義された複数のインピーダンスエリアにそれぞれ属する複数の座標X,Yを用いて、複数のインピーダンスエリアごとに複数の膜厚指標値を算出し、複数の膜厚指標値を用いて複数のインピーダンスエリアごとに基板の研磨終点を決定する。
(もっと読む)
研磨装置及び研磨方法
【目的】、過研磨を防止することが可能な研磨装置を提供する。
【構成】実施形態の研磨装置(100)は、ステージ(101)と研磨部(102,104)と検出部(110)とロック機構(120)とを備えた。ステージ(101)は、半導体基板を載置する。研磨部(102,104)は前記半導体基板の上方から前記半導体基板の周縁部を研磨する。検出部(110)は前記半導体基板の基準高さ位置を検出する。ロック機構(120)は、前記研磨部(102,104)が前記基準高さ位置から所定の距離だけ前記半導体基板面側へ移動した場合に、研磨部(102,104)の半導体基板面側への更なる移動が停止されるように、前記研磨部(102,104)の移動を拘束する。
(もっと読む)
板状物の研削方法
【課題】簡易な構成によって板状物を所望の厚みに調整することができ、さらに生産性を向上させると共にコストを低減すること。
【解決手段】本発明の板状物の研削方法は、外部刺激によって硬化する液状部材によって、貼着テープ(92)上に複数の板状物(W)の仕上げ厚みよりも厚くリング部材(93)を形成するステップと、チャックテーブル(31)の回転中心にリング部材(93)の中心を位置付けるように、チャックテーブル(31)上に複数の板状物(W)を保持するステップと、ハイトゲージ(51)によってリング部材(93)の厚みを測定しながら、研削ユニット(4)によってリング部材(93)及び複数の板状物(W)を仕上げ厚みまで研削するステップとを有する構成とした。
(もっと読む)
両面研磨方法
【課題】キャリアの厚さの経時変化に影響されず、ウェーハの平坦度を安定的に改善できる両面研磨方法を提供することを目的とする。
【解決手段】キャリアに保持されるウェーハを研磨布が貼付された上下の定盤で挟み込み、キャリアを自転及び公転させ、研磨剤を供給しながらウェーハの両面を同時に研磨するウェーハの両面研磨において、高研磨レートで研磨する第1の研磨工程と、次に低研磨レートで研磨する第2の研磨工程とを有する両面研磨方法であって、研磨後にウェーハの平坦度を測定する工程と、平坦度の測定結果に基づいて次回研磨時の第2の研磨工程の研磨条件を設定する工程とを含むことを特徴とする両面研磨方法。
(もっと読む)
加工装置
【課題】チャックテーブルやウェーハの表面の高さを高精度で認識することを可能とする加工装置を提供する。
【解決手段】チャックテーブルと、チャックテーブルに保持された被加工物を加工する加工手段と、被加工物の表面を撮像する撮像手段と、Z軸方向に加工手段又は撮像手段を移動させチャックテーブルに向かって接近・離反させるZ軸移動手段と、Z軸移動手段の駆動を制御する制御手段と、を備えた加工装置において、Z軸移動手段は、加工手段又は撮像手段が固定された基台部と、基台部をZ軸方向に移動させる駆動部を備え、基台部には、下端部に配設される当接部と、Z軸の下降によってチャックテーブルの保持面又は保持面に保持された被加工物の表面に当接部が当接したことを電気信号で制御手段に出力する出力部と、を備えるタッチセンサーが搭載されていることを特徴とする加工装置とする。
(もっと読む)
研削装置及び研削方法
【課題】環状フレームや装置が損傷しにくい研削装置を提供する。
【解決手段】制御部27は、固定部21に固定された環状フレーム12の上面12aの高さ位置を検出部26に検出させ、検出された環状フレーム12の上面12aの高さ位置が吸着部23の上面23aの高さ位置よりも低い場合に駆動部25を駆動させる。
(もっと読む)
ウェーハ面取り装置、および面取り用砥石の表面状態または面取り用砥石によるウェーハの加工状態の検出方法
【課題】回転砥石側のAEセンサの検出信号を非接触で固定側に誘起し、誘起信号の信号処理により、接触状態や砥石の表面状態を判定可能にしたウェーハ面取り装置の実現。
【解決手段】ウェーハWを保持して回転するウェーハテーブル10と、面取り用砥石20を保持して回転する砥石回転機構と、を有するウェーハ面取り装置であって、砥石回転機構は、回転ユニットと、固定ユニットと、を有し、回転ユニットは、AEセンサ34と送信手段31と、を有し、固定ユニットは、送信手段と通信する受信手段41と信号処理回路65と、を有し、送信手段はAEセンサの信号を検出し、信号処理回路は、アンプ63と、AD変換器64と、デジタル処理回路と、を有し、低周波数成分を除去するフィルタリング処理を行い、さらに回転ユニットの回転周期に対応した信号変化を抽出する処理を行う。
(もっと読む)
剛性測定方法および研削盤
【課題】工作物の研削部位の正確なたわみを研削中に測定し、これと研削抵抗を用いて正確な研削位置剛性を測定できる剛性測定方法および研削盤を提供する。
【解決手段】研削作用位置から回転方向に180度未満に位置する加工部の表面の位置である測定開始位置Aを含む直径である開始位置直径D0を測定する。測定開始位置Aが工作物Wの回転軸心Oに関して研削作用位置と対向する位置に到達した時に、測定開始位置Aに対する工作物の両軸端部における回転中心を結ぶ直線の距離である表面距離Lと、この時作用している法線研削抵抗力Rを同時に測定する。開始位置直径D0を測定してから工作物Wが180度回転した時の測定開始位置Aを含む直径である終了位置直径D2を測定する。工作物Wの研削作用位置における剛性である研削位置剛性kを式k=R/(L−(D0+D2)/4)を用いて演算する。
(もっと読む)
1 - 10 / 339
[ Back to top ]