
国際特許分類[B29C45/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998)
国際特許分類[B29C45/00]の下位に属する分類
トランスファー成形,即ち所要量の成形材料をプランジャによってショットキャビティから型キャビティへ移送するもの (265)
射出成形機 (327)
あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための射出成形 (2,819)
多層または多色物品の製造 (1,007)
構成部品,細部または付属装置;補助操作 (10,151)
国際特許分類[B29C45/00]に分類される特許
1 - 10 / 1,429
情報記録媒体収納用ケース
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
射出成形用ポリプロピレン系樹脂組成物及びそれからなる射出成形体
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
炭素繊維強化成形品の製造方法および炭素繊維強化成形品
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
電動パワーステアリング装置
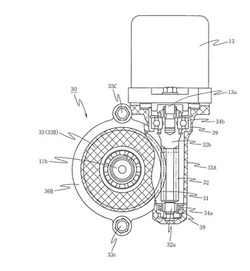
【課題】減速歯車機構を収容するギヤボックスが軽量で信頼性が高い電動パワーステアリング装置を提供する。
【解決手段】電動パワーステアリング装置は、減速歯車機構30を収容するハウジング部材33Aと、ハウジング部材33Aの開口部を覆うカバー部材33Bとが、ボルト33C及びナットにより締結され一体化されたギヤボックス33を備えている。このハウジング部材33A及びカバー部材33Bは、ボルト33Cが挿通されるボルト穴37を有する金属製の芯金36A,36Bをインサートとした樹脂材料のインサート成形によって製造されたものである。この樹脂材料は、気泡径が1μm以上50μm以下の気泡を有する発泡プラスチックを含有する材料である。
(もっと読む)
樹脂組成物
【課題】機械的強度と耐熱性の良い薄肉成形品用として適した樹脂組成物の提供。
【解決手段】(A)ポリカーボネート系樹脂を含む熱可塑性樹脂、(B)流動性改良剤及び必要に応じて(C)難燃剤を含み、さらに(D)強化用長繊維を含む樹脂付着長繊維束を含む樹脂組成物であって、前記樹脂付着長繊維束が、(D)成分の強化用長繊維を長さ方向に揃えた状態で束ね、前記強化用長繊維の束に(A)成分及び(B)成分、さらに必要に応じて(C)成分を含む成分を溶融させた状態で付着させて一体化した後に、3〜30mmの長さに切断したものである、樹脂組成物。
(もっと読む)
プラスチックボトル成形用プリフォーム

【課題】 樹脂重量が25.0g以下の、容量600ml以下のプラスチックボトル成形用プリフォームを提供する。
【解決手段】 プラスチックボトル成形用プリフォームは、口栓部2、サポートリング3、胴部5及び胴部5の端部を閉塞する底部6を備える、樹脂重量が25.0g以下のプリフォームである。
サポートリング3の下に最小肉薄部からなる長さ5.0〜10.0mmのサポートリング下肉薄部4が設けられ、底部6はゲート部のほうに向けて徐々に肉厚を薄く形成されている。
(もっと読む)
発泡射出成形方法
【課題】熱可塑性樹脂の発泡射出成形方法において、射出前に可塑化シリンダ内の物理発泡剤を飽和溶解度に近い濃度で溶融樹脂に溶解させる。
【解決手段】熱可塑性樹脂の発泡射出成形方法であって、前記熱可塑性樹脂を可塑化して溶融樹脂とすることと、前記溶融樹脂と、物理発泡剤とを接触混練することと、前記溶融樹脂中の前記物理発泡剤の濃度が、飽和溶解度に近づくように、前記物理発泡剤が接触混練された溶融樹脂の圧力を前記溶融樹脂に前記物理発泡剤を接触混練するときに到達する最高圧力以下に、前記溶融樹脂の雰囲気の圧力を調整することによって制御することと、圧力を制御した前記溶融樹脂を発泡させ、且つ、所望の形状に成形することを含む。
(もっと読む)
ファンの成形方法およびその装置
【課題】製品精度および使用時の羽根による騒音抑止制効果を向上させ、かつファンの羽根部の肉厚(重量バランス)を極めて繊細、緻密に調整することを目的とする。
【構成】上下成形型17,19およびその内部に介入させる入子21により構成され、上下成形型17,19および入子21によって形成されたキャビティに樹脂を注入し、冷却後、脱型してファン11を成形する方法、装置において、入子21を三層構造とし、その中央に位置する中入子21bを進退自在としたことを特徴とするもの、または、中央に位置する中入子21bの進退機構を、上成形型17に中入子21bを遊動自在に止着させ、この中入子21bを外方側から内方側へ調整駒23にて移動させる構造としたことを特徴とするものである。
(もっと読む)
発泡樹脂成形体の製造方法及び装置
【課題】表面のスキン層が部分的に破断して内部の発泡層が露出した発泡樹脂成形体を得る。
【解決手段】発泡性樹脂をキャビティ3に充填した後、該可動型5を固定型4から後退させるコアバックによりキャビティ3の容積を拡張する。このコアバック中に、ピン部材8を可動型本体7よりもさらに後退させた状態にし、次いで、ピン部材8を前進させてその先端面をキャビティ3内の発泡層に突き入れ、その後、得られた発泡樹脂成形体の離型を行なう。
(もっと読む)
発泡樹脂成形体の製造方法
【課題】表面のスキン層25が部分的に打ち抜かれて内部の発泡層26が露出した発泡樹脂成形体26を得る方法を提供する。
【解決手段】発泡性樹脂を固定型4と可動型5との間のキャビティ3に充填することにより、発泡層26がスキン層25で覆われてなる発泡樹脂成形体27を成形した後、可動型5に設けられたピン部材8をキャビティ3内に突き入れることにより、スキン層25を打ち抜いて発泡層26を露出させる。
(もっと読む)
1 - 10 / 1,429
[ Back to top ]