
国際特許分類[B29C45/16]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 多層または多色物品の製造 (1,007)
国際特許分類[B29C45/16]に分類される特許
1 - 10 / 1,007
インモールド成形方法および当該方法で形成された樹脂成形品
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
型内塗装用型
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
熱転写箔およびその製造方法
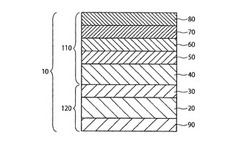
【課題】表面の高硬度性や立体形状追従性等に優れると同時に、各層間の密着性を向上させた熱転写箔を提供する。
【解決手段】基材20と、該基材の一方の面上に、離型層30と、電離放射線硬化性官能基としてビニル基、(メタ)アクリロイル基、アリル基、およびエポキシ基から選ばれる少なくとも1種を有するポリマーと、無機粒子の表面に反応性官能基を有する反応性無機粒子および/または反応性異形無機粒子と、多官能イソシアネートとを含むインキ組成物から形成されるハードコート層であって、インキ組成物中の反応性無機粒子の含有量が、ポリマーならびに反応性無機粒子の合計質量に対して13〜60質量である、ハードコート層40と、アクリルポリオールと多官能イソシアネートが反応してなる樹脂を含むアンカーコート層50と、熱可塑性樹脂を含む受容層60とをこの順に有してなるものである。
(もっと読む)
射出成形同時積層用フィルム及び成形品、並びにそれらの製造方法

【課題】積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持し、予備成形を行う工程を有する射出成形同時積層法において、良好な成形性、耐カール性、及び耐傷性を備える積層用フィルム及びそれを用いた成形品、並びにそれらの製造方法を提供する。
【解決手段】積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持し、該金型側より真空吸引して予備成形を行う工程を有する射出成形同時積層法に用いられる積層用フィルムであって、該積層用フィルムが基材上に保護層を積層してなり、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、該基材の厚さが40〜300μmであり、該保護層の厚さが50μm以下であり、該基材の引張弾性率が、該保護層の引張弾性率よりも高く、かつ、3000MPa以下であることを特徴とする射出成形同時積層用フィルム及びそれを用いた成形品、並びにそれらの製造方法。
(もっと読む)
熱転写箔およびその製造方法
【課題】表面の高硬度性や立体形状追従性等に優れると同時に、ハードコート層とアンカーコート層、アンカーコート層と受容層の各層間の密着性を向上させた熱転写箔およびその製造方法の提供。
【解決手段】熱転写箔は、基材20と、該基材の一方の面上に、離型層30と、電離放射線硬化性官能基としてビニル基、(メタ)アクリロイル基、アリル基、およびエポキシ基から選ばれる少なくとも1種を有するポリマーと、無機粒子の表面に反応性官能基を有する反応性無機粒子および/または反応性異形無機粒子と、多官能イソシアネートとを含むインキ組成物から形成される、ハードコート層40と、50〜80質量%のアクリルポリオールと10〜30質量%の多官能イソシアネートが反応してなる樹脂を含んでなるアンカーコート層50と、熱可塑性樹脂を含んでなる受容層60とをこの順に有してなる。
(もっと読む)
樹脂成形品製造方法及びフィルム
【課題】ガラス繊維強化樹脂を用いて射出成形をする場合に、製品表面の平滑性を向上させる。
【解決手段】樹脂成形品製造法は、以下の工程を有している。ガラス繊維強化樹脂25を射出成形する際に被加飾体27aの第1面27bに転写シート19の非加飾層部分21を対応させた状態で被加飾体27aを製造する。被加飾体27aの第1面27bに図柄27cを付与する。
(もっと読む)
多層成形品
【課題】三層以上の多層成形品でありながらその外周端部は二層に成すことができて、外周端部の肉厚を必要最小限に抑えた良好な形状と特性を有する多層成形品を提供する。
【解決手段】容積が相互に異なる複数の金型キャビティのうち最小容積の金型キャビティ12aで成形した第1層としての中間成形品を容積のより大きい金型キャビティへ移送して第2層を積層成形し、以後中間成形品を第N層までの各金型キャビティへ順次移送して積層成形することにより成形される三層以上(N層)の多層成形品1であって、多層成形品1の鍔部6は、その全周に亘り二層に形成され、多層成形品1の鍔部6を除いた部分である主要部75はN層に形成されている。
(もっと読む)
多色成形品の製造方法、成形型、及び多色成形品
【課題】意匠性をより高くすることが可能な多色成形品の製造方法を提供する。
【解決手段】スライド型70を成形空間80に進入させることで、ロアボード成形空間81を形成するスライド型進入工程と、ロアボード成形空間81に溶融樹脂を射出してロアボード40を成形するロアボード成形工程と、成形空間80からスライド型70を退避させることで、アッパーボード成形空間82を形成するスライド型退避工程と、アッパーボード成形空間82にロアボード40とは異なる色の溶融樹脂を射出してアッパーボード30を成形するアッパーボード成形工程と、を備え、スライド型進入工程においては、平坦面30Cを成形するための成形面53に、スライド型70の下面71の一部を当接させるとともに、スライド型70によって開口81Aを塞ぐことで、連結面30Bと表面40Aとの連結箇所をアッパーボード30とロアボード40との境界として設定することを特徴とする。
(もっと読む)
プリフォームの射出成形装置、射出成形方法、及びプリフォーム
【課題】 本発明の課題は、主材層の中に第2の樹脂層を積層したプリフォームの射出成形においてプリフォームの底部における中間層の積層態様を高い生産性で高精度に制御することにある。
【解決手段】 主材層中に中間層として第2の樹脂層を積層した試験管状のプリフォームの射出成形方法において、主材樹脂を外側流路と内側流路から合流路に所定の供給速度で所定時間供給し、主材樹脂が供給される所定時間範囲内の一定時間、同時に第2の樹脂を中流路から合流路に所定の供給速度で供給し、第2の樹脂が供給される前、あるいは供給開始から所定時間後から少なくとも第2の樹脂の供給が終了するまで、シャットオフピンを摺動させ、その先端を内側流路の合流路への開口端部近傍の所定位置に配置させて、この開口端部の開度を調整し、内側流路から合流路への主材樹脂の供給速度を所定の速度まで小さくする。
(もっと読む)
樹脂成形品の内部に固体、袋入りの液体又は気体等の物体を封入する方法及びその方法により製造した樹脂成形品。
【課題】封入する部品の全部を完全に封入すると共に、封入する部品の樹脂成形品内における位置を適宜に設定することができる方法を提供する。
【解決手段】同一の樹脂からなり、同形、同大、同厚となし、面と平行する方向における所要の位置に、後記電子情報その他のID機能を有する素子又はその他の部品2の厚味と形状及び大きさに対応した寸法の保護用囲繞枠1a、1bが突設された、一対の樹脂成形品形成板1A、1Bを形成する。それらにおける保護用囲繞枠1a、1b内に電子情報その他のID機能を有する素子又はその他の部品2を密封する。この状態においてキャビティー側3Aとコア側3Bからなる金型3内に保持し、溶融した一対の樹脂成形品形成板1A、1Bと同一の樹脂4を樹脂注入口3Cから注入して該樹脂4を一対の樹脂成形品形成板1A、1B間の保護用囲繞枠1a、1bの外周に充填する。その後該樹脂4を冷却、固化せしめる。
(もっと読む)
1 - 10 / 1,007
[ Back to top ]