
株式会社平安コーポレーションにより出願された特許
1 - 10 / 20
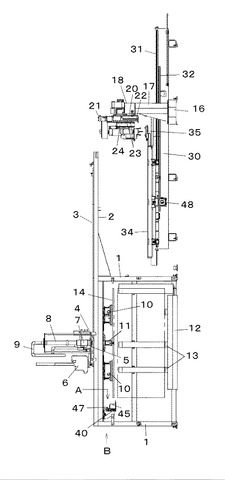
加工板の番付け加工装置
【課題】 従来の加工板の加工装置では、番付け装置を稼働している間は加工装置が稼働せず、又、加工板を加工している間は番付け装置は停止しているので、作業時間が非常に長くなるという問題があった。
【解決手段】 供給機フレーム1の上部に供給機支持部材2が固着され、供給機支持部材2の上に供給機移動用レール3が固着され、供給機移動用レール3の上に係合された移動用ベアリング4は搬送供給機の供給機支持台5の下面に装着され、供給機支持台5の上にブロアー6,供給機移動用モータ7,パッド昇降用シリンダ8、及び吸着用パイプ9が装着され、供給機支持台5の下に吸着パッド10が供給機支持部材2の下方に装着され、吸着パッド10の間に被加工材確認センサ11が装着され、供給機支持フレーム1の間の底部にテーブルリフター12が装着され、このテーブルリフター12の上に被加工材受けバー13が装着され、この被加工材受けバー13に多数の被加工板14が積み重ねられている。
(もっと読む)
サイディングボード貼り付け形状作成装置

【課題】 壁面の形状及びサイディングボードの形状を手作業で作成するために、非常に手間がかかり、長時間の作業が必要となるという問題があった。
【解決手段】 カメラ1はサイディングボードを貼り付ける家屋の壁面の画像を撮像し、撮像信号をパーソナルコンピュータ2に入力すると、パーソナルコンピュータ2に内蔵された画像変換部2aで表示信号に変換され、パーソナルコンピュータ2に接続された表示装置3に、図2に示すように、家屋の壁面の画像Aが表示されるが、家屋の壁面の映像Aには、1階に出入り口B、窓Cが表示され、又、2階に窓Dと小窓E、F、バルコニーG、Hが表示されている。
(もっと読む)
加工木材反転装置
【課題】 従来の木材反転装置では、重い加工木材Bが回転する時の振動で落下して危険であるとともに、構成が複雑であるという問題があった。
【解決手段】 第1のローラ搬送装置1は被加工木材を加工して、下面に印字された加工木材が搬送され、チェイン4aは第1のローラ搬送装置1を直角方向に横切るように移動する第1の横移動装置4が装着され、この第1の横移動装置4のチェインに突出部4bが固着され、又、第1のローラ搬送装置1の側部に支持部材5で支持された回転軸6に複数の半回転部材7が間隔を開けてそれぞれ固着され、半回転部材7の下部に、半回転部材7の回転円弧より僅かに大きい円弧からなる反転搬送装置13が装着され、この反転搬送装置13は両端に装着されたプーリー13a、13bに掛けられたベルト13cが第3のモータ14で駆動されている。
(もっと読む)
サイディングボード加工装置
【課題】 サイディングボードを壁材として加工する場合は、手作業で鋸等により切断するため、粉塵が発生し、作業者の衛生状態が悪いという問題があった。
【解決手段】 吸着テーブル18の上にサイディングボードAを位置決めシリンダ20に押しつけて載置し、位置決めシリンダ20を駆動することにより、サイディングボードAの長さ方向を位置決めし、定規上下シリンダ21を上昇して、押し出しシリンダ23の押し出し片23aを駆動することにより、サイディングボードAの幅方向を位置決めすることができ、吸着テーブル18をヘッド10方向に移動し、丸鋸11が吸着テーブル18に接触しないように、吸着テーブル18と丸鋸11の間隔を開けてサーボモータ13でヘッド10を下降し、サイディングボードAの切断箇所E,F、Gを丸鋸11で切断することにより、方形の部材Cや傾斜部材Dを形成する。
(もっと読む)
高速スピンドルの異常電流検出装置
【課題】 従来のNCルータでは、高周波スピンドルを遮断したり、テーブルサーボ制御装置に異常信号を出力して、テーブルの移動を停止することはできないという問題があった。
【解決手段】 1はベース台、2は支柱、3は横支持部材、4は主軸ヘッド移動部材、5は主軸ヘッド、6は工具、7はテーブル、8は被加工板で、これらの構成は上記従来例と同じであるので、説明は省略するが、本実施例では、3相入力電源9にトランス10を介してインバータ高周波電源装置11が接続され、このトランス10の一次側に主軸負荷電流検出装置12が接続され、主軸負荷電流検出装置12の出力は主制御装置13に接続され、又、インバータ高周波電源11の出力は主軸ヘッド5のスピンドル5aに接続され、さらに、主制御装置13の出力は主軸ヘッドサーボ制御装置14及びテーブルサーボ制御装置15に接続されている
(もっと読む)
柱短材結合加工装置
【課題】 従来のプレカット加工装置では、柱短材は手作業で木口加工及び4面加工を行うために非常に手間がかかるという問題があった。
【解決手段】 入力装置1は長尺の柱材の長さデータ及び異なった柱短材の長さデータを入力すると、制御装置2は長尺の柱材から最大限に加工できる柱短材の位置を設定してメモリ3で記憶すとともに、メモリ3には、長さの異なる柱短材の4面に加工されるほぞや穴の位置データが記憶され、又、制御装置2の出力側に搬送装置4,4面を加工する横加工機5,反転装置6,切断装置7、先端の木口加工装置8及び後端の木口加工装置9が接続されている。
(もっと読む)
木材反転装置
【課題】 従来の木材反転装置では、木材を90度だけ反転することができないという問題があった。
【解決手段】 固定台1の側部に側部支持部材2が固着され、側部支持部材2の突出部2aは固定台1の一方の側部に突出され、この突出部2aに第1のシリンダ3の端部が回動軸4aによって回動可能に装着され、第1のシリンダ3の作動軸3aは第1のT字形部材5の縦部材5aの端部に回動軸4bによって回動可能に装着され、第1のT字形部材5の横部材5bの一端は固定台1の上部中央に固着された支持部材6に支持された回動軸4cに回動可能に装着され、第1のT字形部材5の横部材5bの他端に回動軸4dが装着され、この回動軸4dに第1のL字形部材7のLの中心が固着され、又、回動軸4dに第1の小歯車8が固着され、さらに、支持部材6に支持された回動軸4cに第1の大歯車9が固着されている。
(もっと読む)
木材の加工装置
【課題】 従来の木材加工制御方式では、加工木材を搬送する場合に、トラック等に積みやすいように選択して積み込むという作業に非常に労力を必要とし、手間がかかり、さらに時間がかかるという点である。
【解決手段】 メインパーソナルコンピュータ13から家屋の建築に必要な材木の加工データが読み出されてパーソナルコンピュータ14の第1の記憶機能14aで記憶され、入力装置15から入力されたデータはパーソナルコンピュータ14の第2の記憶機能14bで記憶され、第1の記憶機能14aと第2の記憶機能14bから読み出された比較判定機能14cに入力され、比較判定機能14cの出力は第3の記憶機能14dで記憶され、第3の記憶機能14dから読み出されたデータは横加工機16及び縦加工機17に入力されるように構成されている。
(もっと読む)
5軸加工装置による切削装置
【課題】加工板には繊維があるため、加工初めは板の剛性が高く、毛羽及び割れは生じ難く、綺麗に加工できるが、加工板の工具の抜け際では切削抵抗の法が加工板の剛性よりも大きくなるため、繊維が切断されず、加工板を工具が押して、毛羽及び割れが生じ、綺麗に切削できないという問題がある。
【解決手段】制御装置19は5軸加工装置20及び工具交換装置21を制御するように構成されており、工具交換装置21には、大径のルータ及び小径のルータが装着されており、制御装置19によって大径のルータが5軸加工装置19の首振りヘッドに装着されたときは、首振りヘッドの加工モータを正回転させ、制御装置19によって小径のルータが5軸加工装置20の首振りヘッドに装着されたときは、首振りヘッドの加工モータを逆回転させるように構成されている。
(もっと読む)
角ノミ加工機
【課題】角ノミをそれぞれ横架材に押し付けながらドリルでボーリングしてほぞ穴を形成しているので、深さのほぞ穴を形成するのに時間がかかり、作業性が悪いという問題を無くした角ノミ加工機を提供する。
【解決手段】支柱2の上に第1のサーボモータを装着し、第1のサーボモータの回転軸にネジ軸を装着し、ネジ軸に係合するボスを内蔵した上部支持部材26装着し、上部支持部材26にベアリング4を固着し、ベアリング4をレール3に係合させ、上部支持部材26に角ノミ9を装着し、支柱2の上に第2のサーボモータ27を装着し、第2のサーボモータ27の回転軸にネジ軸を装着し、ネジ軸に係合するボスを内蔵した下部支持部材29装着し、下部支持部材29にベアリング5を固着し、ベアリング5をレール3に係合させ、下部支持部材29に角ノミ15,モータ19を装着する。
(もっと読む)
1 - 10 / 20
[ Back to top ]