
株式会社トーアエンジニアリングにより出願された特許
1 - 10 / 11
板材加工システムのための加工ユニット構造
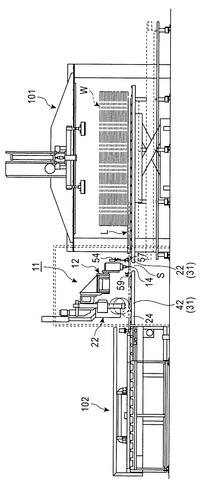
【課題】端材の飛散方向規制と、加工内容別に加工テーブルの選択使用ができる板材加工システムのための加工ユニット構造の提供。
【解決手段】板素材Wに加工する加工ユニット11と、板素材Wを載置する上流側加工テーブル部32と下流側加工テーブル部42とからなる加工テーブル31で構成した。加工ユニット11は、欠き取り加工装置12を備え、加工テーブル31は、離間部Sを介在させた上流側加工テーブル部32と下流側加工テーブル部42とで構成し、離間部S上の板素材W上には、覆い板51が配置され、該覆い板51により端材の飛散方向を規制しできるようにした。また、加工ユニット11が欠き取り加工装置12と切断加工装置22とを備える場合には、欠き取り加工と切断加工とに個別に対応し得る位置関係で上流側加工テーブル32と下流側加工テーブル部42とを配置した。
(もっと読む)
板材加工システム

【課題】加工システム全体の処理時間を短縮できるようにした板材加工システムの提供。
【解決手段】搬送ラインLの上流側に位置して加工用の板素材W1を搬送ラインLに投入する投入ユニット12と、同じく搬送ラインLの上流側に位置して該搬送ラインLに投入された板素材W1を搬送して位置決めする位置決め搬送ユニット22と、位置決めされた板素材W1に所定の加工を施して加工済み板材W2とする加工ユニット32と、搬送ラインLの下流側に位置して加工済み板材W2を搬送・排出する排出ユニット42とを備える板材加工システム1であって、板素材W1に対し加工前処理が施される加工ユニット32の上流側の適位置には、次加工用の板素材W1の所定位置に予め定められている必要事項を印字するための印字手段52を配置して、システム全体の処理に要する時間を短縮して高速化した。
(もっと読む)
集塵機におけるファンモータの運転制御システム
【課題】ダンパーの開き数に基づく必要風量が得られるようにファンモータを回転させて電力浪費をなくす集塵機におけるファンモータの回転制御システムの提供。
【解決手段】集塵機11と、該集塵機側から引き出されたメインダクト14と、該メインダクト14と加工機21の集塵口22とに接続されるダンパー25付きの分岐ダクト23とで構成され、集塵機11には、インバータ15と該インバータ15へと必要な出力信号を送る出力制御手段16とを具備させ、加工機21が備える加工制御手段25とネットワーク32接続される出力制御手段16は、加工制御手段25から送られるダンパー25の開き数に基づいてその必要風量と、該必要風量を得るためのファンモータ12の回転数とを算出してインバータ15に指令周波数として信号出力することで、ファンモータ12の回転数を制御可能とした。
(もっと読む)
集塵機の余剰風力を利用した風力発電システム
【課題】集塵機の余剰風力で風力発電機に発電させる集塵機の余剰風力を利用した風力発電システムの提供。
【解決手段】集塵機11と、該集塵機11が備えるメインダクト14と、該メインダクト14と加工機21の集塵口23とを接続する分岐側ダンパー25付き分岐ダクト24と、メインダクト14に一端32aを接続してその他端32b側に風力発電機31を有するバイパス側ダンパー33付きのバイパスダクト32とを備え、加工機21は、加工時に分岐側ダンパ25を開き、非加工時に閉じる開閉制御手段22を備え、該制御手段22との間でネットワーク43を形成するハブ42に接続された出力制御手段41は、開状態にある分岐側ダンパー25の数から集塵機11の現在の必要風量を演算し、余裕の程度に応じてバイパス側ダンパー33を開いて風力発電機41による発電を可能とした。
(もっと読む)
プレカット加工機が備える空気圧駆動機器のための圧縮空気の供給システム
【課題】加工機の空気圧駆動機器への圧縮空気を低・高圧の2系統に分けて電力消費量を削減する圧縮空気の供給システムの提供。
【解決手段】プレカット加工機11の複数の空気圧駆動機器21に対しコンプレッサ31を介して駆動制御用の圧縮空気を供給する圧縮空気の供給システムにおいて、コンプレッサ31は、低圧設定の第1コンプレッサと高圧設定の第2コンプレッサとの2系統で配置され、プレカット加工機11の空気圧駆動機器21は、低圧動作向け駆動機器22,25と高圧動作向け駆動機器23,26とに分別され、低圧動作向け駆動機器22,25に対しては、第1コンプレッサ32から供給される圧縮空気をその使用圧力まで減圧して供給可能とし、高圧動作向け駆動機器23,26に対しては、第2コンプレッサ33から供給される圧縮空気をその使用圧力まで減圧して供給可能とした。
(もっと読む)
木材プレカット業務の一元管理システム
【課題】木材プレカット業務をペーパレス化できる木材プレカット業務の一元管理システムの提供。
【解決手段】木出し業務用装置23と加工業務用装置33と出荷検品業務用装置43と、各装置23,33,43を管理する統括管理用サーバー13と、出荷検品業務用装置23へは加工情報を、統括管理用サーバー13へは加工機からのフィードバック情報を送る加工機ホストコンピュータ53とで構成され、木材プレカット業務である木出し業務と加工業務と出荷検品業務との別に業務担当する各オペレータ26,36,46は、それぞれの装置を構成しているヘッドマウントディスプレイ24,34,44を各別に備え、統括管理用サーバー13から各ヘッドマウントディスプレイ24,34,44に指示表示される必要情報を目視確認しながら対応業務を遂行するようにしてペーパレス化を図った。
(もっと読む)
羽柄材加工装置
【課題】全体コストの低減と、加工作業の高速化とを実現できる羽柄材加工装置の提供。
【解決手段】アーム21に取り付けられたサーボモータ22を介して位置制御を自在に配設された汎用モータ12の回転軸に、所定間隔をおいた配置関係のもとで内側を小径丸鋸16とし、外側を大径丸鋸18として着脱自在に同軸配置し、これらの小径丸鋸16と大径丸鋸18との使い分けを短いストロークのもとで行えるようにした。この場合、小径丸鋸16と大径丸鋸18とは、被加工羽柄材のサイズとの関係で定まる離間距離を介在させて同軸配置するのが望ましい。
(もっと読む)
加工用木材のプレカット加工方法
【課題】加工用木材に対するプレカット加工を効率よく行うことができる加工用木材のプレカット加工方法の提供。
【解決手段】上流側搬送路13に搬入された加工用先行木材31を自動搬送する第1工程と、定置された加工用先行木材31の始端31a側に対し加工工具23を用いて自動加工する第2工程と、始端31a側に対する自動加工を終えた加工用先行木材31を搬送して定置させてその終端31b側に対し加工工具24を用いて自動加工すると同時に、上流側搬送路13に搬入された加工用後行木材33を自動搬送して定置する第3工程と、加工用先行木材31をプレカット加工済み木材32として下流側搬送路14から排出しながら、加工用後行木材33の始端33a側を加工工具23を用いて自動加工する第4工程とを少なくとも含み、これら第2工程〜第4工程とを1サイクルとすることで行われる。
(もっと読む)
建築用のプレカット木材への接合金物の自動取付システムおよびその方法
【課題】プレカット木材に必要な接合金物を自動取付けできる建築用のプレカット木材への接合金物の自動取付システム及びその方法の提供。
【解決手段】プレカット木材用の自動搬送手段41と、搬入されるプレカット木材の種別を特定するワーク検出手段51と、プレカット木材に接合金物を取り付ける金物自動取付手段61とを含み、該金物自動取付手段61は、接合金物を所定位置に移動する案内機構62と、該案内機構62との協働のもとでプレカット部に対応する接合金物を装着する下部ガイド機構82と、装着された接合金物をプレカット木材側に固定するボルト・ナット取付機構92とで構成した。
(もっと読む)
補強木質材および土台用枠体ならび免震土台構造
【課題】角柱木材を主材としつつも、必要な強度を確保しながらもコスト上昇を抑制することができ、しかも、部材相互の連結も仕口接合や釘やビスを用いる簡単な現場作業で行うことができる補強木質材および土台用枠体ならび免震土台構造の提供。
【解決手段】角柱木材12の周側面に対し薄板鋼板22を一体的に覆設して補強木質材11を形成し、該補強木質材11を適宜組み合わせて連結することで土台用枠体を形成した。また、該土台用枠体には、敷地の地面方向に形成されたコンクリート基盤との間に設置される免震手段を介して連結することで好ましい土台兼用の免震機能を付与することができる。
(もっと読む)
1 - 10 / 11
[ Back to top ]