
Fターム[2B200AA05]の内容
単板の加工・合板製造 (2,826) | 発明のカテゴリー (269) | 製造装置 (39)
Fターム[2B200AA05]に分類される特許
1 - 20 / 39
多段圧密加工装置
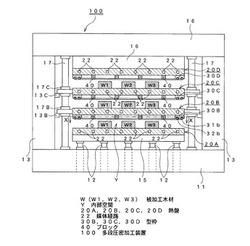
【課題】被加工木材を多段に積層し,それを一括してプレス圧縮する1工程の動作中に特定の段の被加工木材の加圧圧縮により,当該特定の段のみの被加工木材の加圧力を一定とし,他の段の被加工木材の加工温度と加圧力の1つ以上を異にする制御が自在なこと。
【解決手段】被加工木材Wを上下の面で挟み,被加工木材Wを加熱及び圧縮する複数対の熱盤20が被加工木材Wの加熱及び圧縮を開始し,対の熱盤20による圧縮で被加工木材Wの厚みが特定厚みに到達したとき,被加工木材Wの圧縮を停止し,被加工木材Wを上下の面で挟む熱盤20に被加工木材Wを圧縮する外力を与えるプレス機構10の押圧エネルギを特定厚みに到達していない木材の圧縮に使用すると共に,特定厚みに到達した被加工木材Wと特定厚みに到達していない被加工木材Wの温度制御を分離して行うものである。
(もっと読む)
プレカット装置およびプレカット方法

【課題】サイディングなどの建材から正確にマーキングが施されたプレカット品を得ることが可能なプレカット装置およびプレカット方法の提供。
【解決手段】建材Tが載置されて搬送される搬送テーブル2と、搬送テーブル2上の建材Tを切断するクロスカット装置3と、建材Tをクロスカット装置3による切断位置まで搬送テーブル2上で位置決めしつつ搬送するサーボ定規4と、サーボ定規4により搬送される建材Tに搬送テーブル2の下からマーキングを行うマーキング装置5とを有する。
(もっと読む)
ベニヤ単板の乾燥方法及びベニヤ単板の乾燥装置
【課題】熱盤式の乾燥装置を用いるベニヤ単板の乾燥方法の実用性を向上させて、能率的で、且つ、省エネルギー化が図り得る乾燥処理を実現する。
【解決手段】多段状に備えた熱盤3の上側の加熱面に適数条の収容溝3aを穿設すると共に、上側に多数の突刺体1aが並立的に凸設された適宜長さを有する略長鋸状の単板移送部材1を、前記収容溝3aに収容し、単板aを載せた単板移送部材1を熱盤3の左右へ往復移動させて、単板aを熱盤3の間隔の内外へ交互に移送するよう構成した乾燥装置を用い、多段状のいずれの段に於ても、乾燥装置の左前側の搬入口から搬入した単板aを、熱盤3の熱圧により乾燥して、乾燥装置の左後側の搬出口へ搬出する操作と、乾燥装置の右前側の搬入口から搬入した単板aを、熱盤3の熱圧により乾燥して、乾燥装置の右後側の搬出口へ搬出する操作とを交互に実施して、殆ど間断なく単板aを乾燥処理する。
(もっと読む)
セパレーテッドスカーフ面の形成方法
【課題】セパレーテッドスカーフ面が精度良く形成できる形成方法を提供する。
【解決手段】適宜形状の切刃を有するカッターの1個又は複数個を、複数個の場合には、相互にカッターn個分(nは、1以上の整数)の間隔を隔てて、回転軸に嵌装して成る溝部分加工部材(選択図には、図示せず)を、板材10の端部の表裏面に対して斜交状に移動させて、板材10の端部へ適数条の溝10aを限定的(部分的)に形成する動作と、板材10又は溝部分加工部材の少なくともいずれか片方を、適宜距離づつ板材の幅方向へ移動させる動作とを、所望回数だけ交互に繰り返すことにより、所望の断面形状を有する溝10aの所要条数を、板材10の幅方向に対して並列状に形成するに際し、各カッターの左右の空間等を活用して、板材10の端部が拘束できる部材を配設し、溝を形成する時期には、新たに溝が形成される部位の近傍を暫時拘束しながら、限定的に溝を形成する。
(もっと読む)
積層ステーションにおけるベニヤシートの光学的アラインメント方法
【課題】積層ステーションにおけるベニヤシートの最適な位置決め方法に関する。
【解決手段】ベニヤシートは互いに重なり合って接着されたベニヤシートで構成されるベニヤ組立品として取り付けられる。本方法は、各ベニヤシート1、2の最適位置及び仮想アラインメント端10、10’の位置を決定する工程と、仮想アラインメント端に一致するように位置決められたベニヤシートをベニヤ組立品として積層する工程とを含む。
(もっと読む)
セパレーテッドスカーフによる板材の接合方法
【課題】単板の厚さやスカーフ面の重なり具合に誤差があっても、良好な接合を行い得るようにする。
【解決手段】図示しない接着剤を介して、多数条の溝y1を有するセパレーテッドスカーフ状のスカーフ面a2(a1)が噛み合うように、単板A1、A2を重ね合わせると共に、単板の表裏面に対する前記スカーフ面a2(a1)の投影長さLと略同等の長さL1、L2及び単板の幅Wを上回る幅W2(W1)を有する加圧面2a(1a)と、前記接着剤の性状に適応する加熱機能又は冷却機能とを具備する一対の加圧部材1、2を用いて、単板の表裏面から、重ね合わせたスカーフ面a2(a1)を熱圧又は冷圧することにより、前記接着剤を硬化させる場合に、前記加圧部材1、2の加熱面2a(1a)に於ける各単板の端部側に対向する部位の形状を、単板の表裏面に対するスカーフ面a2(a1)の投影形状に準ずる形状とする。
(もっと読む)
建築用パネルの縁加工に関する方法及び構成
本発明は、予備加工段階67、67′を取り入れた工具構成68、68′と、予備加工段階を有する工具構成を取り入れて、床パネル1、1′の改良型固定システムを製作する方法とに関する。特殊な工具構成と表面層の特性を変化させる予備加工段階とを用いて、床パネルの接合縁部のある一定の表面が型出しすると、その結果として公差が減じられる。本発明は更に、上側案内装置により水平方向に案内されると共に床パネルを垂直方向に下側チェーンの方へと押圧するように構成される、製作された床パネルの公差を同様に減少させる上側ベルト又はチェーンを有する装置に関する。  (もっと読む)
(もっと読む)
木材成形用金型
【課題】複雑な3次元形状を有する木材を圧縮成形する際にも割れ等の不具合の発生を防止し、歩留まりを向上させることができる木材成形用金型を提供する。
【解決手段】木材に圧縮力を加えることにより、略均一な肉厚を有する椀状をなし、内側面および外側面に凹部および凸部をそれぞれ有する形状にその木材を成形する際、前記凹部に対応し、当該木材成形用金型による圧縮の後に木材を加熱しながら整形することによって得られる加熱整形後形状と略一致する形状をなす金型凸部と、前記凸部に対応し、前記凸部における加熱整形後形状よりも表面積が大きく広がった形状をなす金型凹部とを備える。
(もっと読む)
木材成形品の加工方法
【課題】木材成形品を加工する際にクラックや欠け等が発生しない新規な木材成形品の加工方法を提供する。
【解決手段】木材成形品の素材となる木材を軟化させる木材軟化工程と、この軟化された木材を所定の厚みに圧縮加工する木材圧縮工程Dと、この木材3を切削加工することにより所定形状のブランクを得るブランク製造工程Gと、得られたブランクを軟化させるブランク軟化工程と、軟化されたブランクを圧縮加工して目的形状の木材成形品に成形するブランク圧縮工程と、上記圧縮状態位置を所定温度で所定時間保持する形状保持工程とを含む木材成形品の加工方法。
(もっと読む)
生単板の脱水装置及び脱水方法
【課題】短時間でより多くの水分を生単板から除去可能な脱水装置を提供することである。
【解決手段】脱水装置が、互いに対向するよう配置されている一対の定盤と、一対の定盤を近接させて一対の定盤間に挟持された単板積層体に圧力を加え、各生単板から水分が絞り出されるように、該一対の定盤の少なくとも一方を駆動する駆動手段と、単板積層体に加わる圧力を検出する圧力検出手段と、圧力検出手段が検出する圧力の大きさをモニタし、単板積層体を構成する生単板の厚さによって定まる所定圧力に定盤間の圧力が達したとき、第1の時間だけ所定圧力を維持した後に少なくとも一方の定盤を駆動してかかる圧力を除荷するように駆動手段を制御する制御手段とを有する。
(もっと読む)
横型多段プレス装置
【課題】押圧時の被処理体全体の厚さ寸法を開閉シリンダの作動距離を計測することによって、加熱圧着後の板材(積層合板)の歩留まりを向上させることのできる横型多段プレス装置を提供する。
【解決手段】2本の押圧シリンダ150L,150Rは、搬送基準面Bからの離間距離を開閉シリンダ180とほぼ等しくする形で、開閉シリンダ180(押圧中心O)を挟んで左右に等間隔Lで配置されている。開閉シリンダ180は、押圧シリンダ150L,150Rによって被処理体Wが、押圧盤140F,140Bの閉鎖状態から加熱押圧完了状態へ加熱押圧処理されたとき、被処理体Wの全体厚さの減少量をラムの移動量として検出する開閉シリンダ用リニアエンコーダ181を備えている。各押圧シリンダ150L,150Rは、押圧盤140F,140Bの押圧力をシリンダ内圧として検出する押圧シリンダ用圧力センサ151L,151Rを備えている。
(もっと読む)
定尺ベニヤ単板の堆積方法
【課題】定尺ベニヤ単板の堆積山に於ける各定尺ベニヤ単板毎の区分を明確化させる堆積処理が、能率的に行い得る堆積方法を提供する。
【解決手段】多数枚の定尺ベニヤ単板1・2・3・4・5・6…を、順々に堆積場所の上方まで搬送してから落下させて、堆積場所へ堆積するに際し、落下させる前の搬送過程に於て、奇数枚目又は偶数枚目の少なくともいずれか一方の定尺ベニヤ単板を搬送する際の、搬送方向の右側と左側との搬送速度に、各定尺ベニヤ単板1・2・3・4・5・6…の搬送及び落下に支障が生じず、且つ、搬送する定尺ベニヤ単板が僅かに時計回り方向又は反時計回り方向へ転回し得る程度の微細な差異を設けることによって、搬送過程に於ける各定尺ベニヤ単板の搬送姿勢を、一枚毎に微少だけ異ならせて搬送し、落下させることを特徴とする定尺ベニヤ単板の堆積方法。
(もっと読む)
フィンガージョイントの圧締方法と装置
【課題】余分な時間をかけずに、確実に設定した圧力でフィンガージョイントを圧締することができ、同一樹種の材質のバラツキにも対応できるフィンガージョイントの圧締方法を提供する。
【解決手段】木材要素Aをフィンガージョイントで長さ方向に仮接合した木材要素列A1を、ストッパー20と油圧シリンダ21で列方向に圧締して木材接合体Bとする加圧工程時に、加圧する油圧シリンダ21の動きが停止した状態を検知し、この検知から更に所定の時間だけ油圧シリンダ21が加圧を続けるようにする。
(もっと読む)
板材と単板との重ね合わせ方法
【課題】 板材の下面に、簡単な方法で単板を重ね合わせること。
【解決手段】支持部材33a、33bにより支持された第1基材Eに対し、下方から昇降板5b、5cを上昇させるとこで、第2単板保持部材23a、23b、23cで支持されていた単板43の左右方向の中央部を、下方から支持した状態で第1基材Eの下面に当接し重ね合わせ、次いで支持部材33a、33b、第2単板保持部材23a、23b、23c等を初期位置に移動させた後、昇降板5b、5cを下降させ、下熱板1に載置する。
(もっと読む)
ベニヤ単板の処理方法
【課題】同じ原木から削成される未乾燥の単板が、削成時の配列順序とは異なる配列順序で横剥処理されることを防止する。
【解決手段】ベニヤレースの後位に位置する単板切断処理装置4Aの後位に、単板堆積機5を備え、少なくとも不用部分を有する単板2については、単板切断処理装置4Aを用いて不要部分の少なくとも一部を切除すると共に、各単板相互の間隔を、所望の間隔以下に詰寄せ、且つ、所望の定尺長さ毎に切り揃えて、所望定尺長さの生定尺単板群2Aを形成すると共に、該生定尺単板群2Aを所望高さに至るまで堆積して、所望高さを有する生定尺単板群の堆積山6Aを形成し、次いで該堆積山6Aを生単板横剥装置8Aの前位に移送する途中に於て、堆積山6Aの向きを逆向きに改めてから、生単板横剥装置8Aの前位に移送し、前記堆積山6Aの上部から順に生定尺単板群2Aを取り出して生単板横剥装置8Aに挿入する。
(もっと読む)
曲木工具用部品、およびそれを使用した曲木工具
【課題】 製造コストの削減と一層の軽量化とを果し、曲木加工の曲率半径の大きさに伴う万力部分の必要台数を極力削減可能とし、段取りや曲木製作の作業工数を縮小して労働負担を軽減可能とする新たな曲木加工技術を提供する。
【解決手段】 ベース板部3先端から支承板部4を立ち上げて側断面L字型の装着用金具本体21とし、支承板部4基端にクランプ装着孔43を穿孔すると共に、クランプ装着孔43の直上に載置台5を組み合わせ、支承板部4巾方向両端縁の夫々所定箇所に連結環44,44を形成し、全体側断面形が転倒F字型のクランプ保持金具2とする一方、支承板部4に隣接配置したときに連結環44,44に干渉しない対応連結環71,71を巾方向端縁に形成した全体正面形が巾広I型の連結用金具7を設け、連結環44,44、対応連結環71,71に連結棒73を挿通し蝶番状に連結した曲木工具用部品11である。
(もっと読む)
板体の姿勢制御搬送方法とその装置
【課題】 繰り出し方向並びに繰り出し方向と交差する方向それぞれの方向における位置規制をしながら板体を板体堆積装置上へ載置する板体の姿勢制御搬送方法及び装置を提供する。
【解決手段】 板体受け取り領域内を板体繰り出し方向へ進退可能な走行体にはベニヤ単板の後部を把持する板体把持部材が設置されている。この板体把持部材によってベニヤ単板の後部を把持し、その把持位置以外にベニヤ単板の上下面を他の部材に接触させることなく搬送方向と交差する方向へ前記板体把持部材を移動制御して、ベニヤ単板の任意の一側部を規制する。したがって、ベニヤ単板は繰り出し方向に対して交差する方向への直角度並びに任意の一側部が規制されながら、板体堆積装置まである距離、すなわち一定の距離だけ搬送されることによって位置規制されて重合されるべきベニヤ単板の縁部とほぼ合致した位置に順次堆積される。
(もっと読む)
加熱装置および加熱方法
【課題】使用する熱板数が少なくて、コンパクトかつ低コストな加熱装置を実現する。
【解決手段】温調された熱板1a〜1i間に被加熱物を挟み込んで加熱する加熱装置において、一端の熱板1aを固定ブロック4に固定して基準熱板とし、残りの熱板(可動熱板)1b〜1iはそれぞれ単独でLMガイド2上を移動可能に構成する。各熱板1a〜1i間に被加熱物を挿入し、熱板1aの反対側の端部に位置する熱板1iを駆動手段5によって熱板1aに向かって移動させることで、各熱板1a〜1iの間の被加熱物を挟み込み加熱する。LMガイド2に沿って移動する熱板開閉機構によって、任意の位置の熱板間を広げて被加熱物を挿入する。
(もっと読む)
自動切り取りライン
シートの端部を切り整えるための方法及び装置であって、搬送手段と、第1鋸と、第2鋸とを用意することと、先ず、第1鋸を通り過ぎるようにシートを搬送手段にて搬送して、シートの第1側端部を切り整えることと、次いで、第2鋸を通り過ぎるようにシートを搬送手段にて搬送して、シートの第2側端部を切り整えることとを含む。 (もっと読む)
横型多段プレス装置の板材搬入構造及び板材搬出構造並びにそれらを用いた横型多段プレス装置
【課題】 処理枚数の大規模化にも対応して、設備費やエネルギー消費の増大を抑制でき、汎用性の高い横型多段プレス装置の板材搬入構造及び板材搬出構造と、それらを用いた横型多段プレス装置を提供する。
【解決手段】 搬入側回動軸線O1(搬入側回動軸216)が、搬入ローラフレーム212における被処理板材W1の導入終了側(奥側)に搬送方向に沿って配置されている。被処理板材W1の導入開始側(手前側)において、左右一対の搬入側油圧シリンダ217L,217Rが、搬入ローラフレーム212と立設フレーム204L,204Rとの間に設置され、ロッド217aの伸縮により搬入ローラコンベヤ210の導入開始側を昇降調節する。
(もっと読む)
1 - 20 / 39
[ Back to top ]