
Fターム[3C022FF05]の内容
フライス加工 (3,690) | 以下に展開されないフライス工具 (32) | カッタ製造、組立方法 (11)
Fターム[3C022FF05]に分類される特許
1 - 11 / 11
ヘッド着脱式切削工具
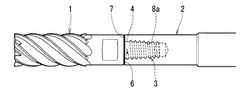
【課題】切削ヘッドをシャンクに対して着脱可能にした着脱式切削工具の着脱の操作性や使い勝手を向上させ、さらに、高い加工精度を必要としない構造で切削ヘッドの強固かつ信頼性の高い締結を可能となすことを課題としている。
【解決手段】テーパ軸部4とねじれ溝5と平坦なショルダー面6を設けた切削ヘッド1を、前端面7とテーパ孔8とねじれ溝9を設けたシャンク2に螺旋コイル状の締結補助具3を介して締結する。締結補助具3は、ねじれ溝5,9間に形成される空間と略相似形の断面形状を有し、これをねじれ溝5,9のいずれか一方に装着して他方のねじれ溝にねじ込み、ショルダー面6をシャンクの前端面7に、テーパ軸部4の外周面をテーパ孔8の内面にそれぞれ密着させて切削ヘッド1をシャンク2に締結する。
(もっと読む)
切削加工用刃物

【課題】 従来の加工刃物では、刃先に大きな負荷が加わったとき、台金の先端が開いてしまい、そこに切屑が詰まってしまうなどの問題が生じ、耐久的に健全な切削加工を行なうことができなかった。
【解決手段】 先端に多数の切刃チップa〜kを配設した円盤状の台金2a〜2kを設け、これら台金2a〜2kを多数枚重ねて切削刃物Aを構成すると共に、上記台金2a〜2kの全部若しくは隣り合う複数枚のものにおいて、その一側および他側に配置したものに、外側に向けて大きく開くテーパ状の受穴4a、4kをそれぞれ設け、その他のものに両受穴を連通する挿通穴4を設けると共に、上記の受穴4aに嵌合するテーパ頭6をもち、かつ内部にナット部を設けたナット体5と、同じく受穴4kに嵌合するテーパ頭10をもち、かつ伸長部にネジ部11を突設したネジ軸9とを設け、これらナット体5とネジ軸9によって構成した締結部材Bを、前記挿通穴4を通して螺合する。
(もっと読む)
回転切削工具
【課題】回転切削工具を提供する。
【解決手段】回転切削工具、特にドリルは、シャンク(12)と、シャンク(12)に連結できる交換可能な切削刃先(14)とを有する。シャンク(12)は、切り下げ部(24)を有するロッキング形状部(22)を有し、切り下げ部(24)の中に切削刃先(14)のロッキング突起(55)が突出する。切削刃先(14)をシャンク(12)内に横方向から固定するために、多数の側方支持面および支持対向面が設けられる。
(もっと読む)
切削ツール
【課題】仕上げ加工が必要なく、製造が容易である切削機械加工用ツールを提供する。
【解決手段】ツールは、一次ツール部(1)と二次ツール部(2)とシャフト部(3)とを備える。一次ツール部は、一次接続表面(5)と反対側表面(6)と共に、一次接続表面から反対側表面に向けて延伸している凹部(7)を有し、凹部の底部表面(9)と反対側表面の間に壁部(8)を有する。二次ツール部は、二次接続表面(11)と、二次接続表面から延伸し、搭載された状態においては凹部内に延伸している突起部(12)とを有する。突起部は、底部表面に面している端部表面(13)を有する。固定要素(20)は、収縮力により壁部を突起部に接続する。一次と二次ツール部は、各切削インサートのための座部(15)を備える。壁部は弾性的に柔軟であり、搭載された状態における収縮力により端部表面に向けて屈曲される。
(もっと読む)
加工ヘッド交換式回転工具、ホルダー、および加工ヘッド
【課題】ホルダーと加工ヘッドとが締結用おねじおよび締結用めねじによって一体的に結合される加工ヘッド交換式回転工具において、所定の取付強度を維持しつつ加工ヘッドを容易に取り外して交換できるようにする。
【解決手段】締結用おねじ18および締結用めねじ20が、追い側フランク52のフランク角αが進み側フランク54のフランク角βよりも小さいバットレスねじにて構成されているため、加工ヘッド14によりフライス加工が行なわれる際に熱で膨張しても、その追い側フランク52同士が強固に密着させられて溶着する可能性は小さいとともに、反対側の進み側フランク54についても溶着が抑制され、加工ヘッド14を交換する際の取外し作業が容易になる。その場合に、進み側フランク54のフランク角βは比較的大きいため、所定の取付強度を維持できる。
(もっと読む)
切削工具インサートおよびその作成方法
【課題】非ろう付けインサートにおける増大した複雑さ及び限定された有用性を伴わないで、ろう付けに関連する問題及び費用を取り除く、改善された、安価な、便利な、多用途なインサートシステムを提供する
【解決手段】硬質材料、研削又は超砥粒材料を有する砥石チップ31が、機械的応力によりインサート本体32に接着され、前記機械的応力は、前記砥石チップと前記インサート本体の互いに結合可能な幾何学的特徴の変形を介して生成される。前記方法では、それぞれが互いに結合可能な幾何学的特徴を有する砥石チップとインサート本体とを提供することを含む。前記砥石チップは次に、前記互いに連結可能な機構の少なくとも1つで変形を生じる個別の前記互いに結合可能な幾何学的特徴を介して前記インサート本体に接合される。前記変形は、前記砥石チップを前記インサート本体に保持するのに十分な機械的応力を得る。
(もっと読む)
解放可能に装着されている自動締め付け切削ヘッドを有する切削工具
切削工具(10)は、工具用胴部(14)および切削ヘッド812)の雄固定部材(24)と工具用胴部(14)の雌固定部材(88)との間の締り嵌めによって該工具用胴部(14)に弾性的に固定される交換可能な切削ヘッド812)を有する。雄固定部材824)は、弾性スリット828)を有する。切削工具(10)の回転軸に直交し、相補当接領域(100)を貫通する切削工具(10)の各断面において、相補当接領域(100)の断面プロフィールは、弧状区域である。  (もっと読む)
(もっと読む)
着脱式工具の締結構造及び先端着脱式回転工具
【課題】 中間部材を先端部材より高硬度の合金で形成することにより、着脱式工具の締め付け固定をより強固にするとともに、工具の耐久性を向上し、中間部材の凹部の欠損を防止する。
【解決手段】 先端部材1の締結端が螺合部4を有する中空凸部5であり、中間部材2の先端部材1との締結端が中空凸部5と相似形状の開口部を有する凹部7であり、凹部7の底面8より保持部3側へ連通孔10及び連結坑11が形成されており、中間部材2の少なくとも凹部7を先端部材1より高硬度である超硬質合金で形成し、締結前における先端部材1の中空凸部5の断面が中間部材2の凹部7の開口面より大であり、先端部材1の中空凸部5と中間部材2の凹部7との対向側面が軸方向に平行であって、保持部3側から連結坑11、連通孔10を介して中空凸部5まで一本のネジ12を螺入することによって先端部材1が中間部材2に圧入固定されている着脱式工具の締結構造である。
(もっと読む)
回転工具
【課題】ドリル、エンドミル、軸付砥石等の回転工具において、刃部の突き出し長さが長い場合(突き出し長さ/刃の径が7以上程度)や被加工物のワーク剛性が低い場合に於いて、加工条件を落したり複数回の加工をせずに所望の表面粗さが得られる回転工具の供給を可能にする。
【解決手段】シャンク部と刃部あるいはシャンク部と把持部を別々の材料とし、これらの接合部において各々の中心をわずかにずらして(偏心させて)接合し、これらがために加工時に自励振動が起こり振動切削や振動研削が自然に行われ、表面粗さの小さい加工物がえられるようにした。
(もっと読む)
防振切削工具
【課題】切削時に工具本体がねじり力を受け、そのねじり力が原因になって起こるビビリ振動を効果的に抑制できるようにしたドリル、エンドミル、リーマ、ボーリングバイト、ボーリングクイルなどの切削工具を提供する。
【解決手段】切削時にねじり力を受ける工具の本体部2にポケット4を形成してそのポケット4に制振ピース5を挿入し、この制振ピース5が本体部2の中心や中心から外れた位置に回転支点を持ち、右回り、左回りの各回転においてポケット4の壁面4a、4bに衝突して本体部のねじり振動を減衰させるようにした。ポケット4を本体部2の中心から外れた位置に設けてそこに制振ピース5を可動に挿入してもよい。
(もっと読む)
焼き嵌め接合工具
【課題】 ボディと加工チップとを焼き嵌めにより一体的に接合する場合に、加工チップを高い取付剛性でボディに固定できるようにする。
【解決手段】 柱状突部18に設けられた嵌合穴24と加工チップ14に設けられた嵌合軸30とを焼き嵌めにより一体的に接合する場合に、柱状突部18の外周側に円筒形状の筒状部材32を配設し、焼き嵌めの際に柱状突部18が冷却収縮させられることにより、ボディ12と加工チップ14との間で筒状部材32が軸方向に挟圧されるようにして、加工チップ14がボディ12に対して高い取付剛性で固定されるようにした。
(もっと読む)
1 - 11 / 11
[ Back to top ]