
Fターム[4F201AR19]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 調整制御量(制御の対象) (1,948) | 回数、段数 (8)
Fターム[4F201AR19]に分類される特許
1 - 8 / 8
高せん断加工機の回転速度制御装置と回転速度制御方法

【課題】高せん断加工へ移行するに際し、回転数が上昇しても材料の圧力の上昇を抑制して材料に急激なせん断応力がかかって材料の物性が下がることを防止する。
【解決手段】高せん断加工機1の回転速度制御装置17は、樹脂供給工程で加熱筒5内で内部帰還型スクリュー6を低速回転させて材料を周面クリアランス11に供給する低速回転手段26と、内部帰還型スクリュー6を高速回転させて樹脂をクリアランス及び帰還穴14に循環させて高せん断加工する高速回転手段27と、樹脂供給後に高せん断加工工程に移行する際、内部帰還型スクリュー6の回転速度を低速回転数から高せん断加工の高速回転数まで複数の分割時間毎に階段状に上昇させる回転速度移行手段28とを備えた。移行工程において所定時間で階段状に増大させる各回転数は、入力手段24から制御手段23に予め入力する。
(もっと読む)
ガラス繊維強化熱可塑性樹脂組成物ペレットの製造方法

【課題】噛み合い型の二軸以上の押出機を用いる樹脂成形品の製造において、高い生産性を実現するため、短時間でモノフィラメントの集合体である、ガラスロービング、又はチョップドストランド等のガラス繊維束をモノフィラメントに解繊できる製造条件を提供する。
【解決手段】互いに回転して噛み合うスクリューを備えた二軸以上の押出機を用いて、ガラス繊維強化熱可塑性樹脂組成物ペレットを製造する方法であって、混合混練する際にガラス繊維束が受けるせん断応力の時間積分値の最小値(最小せん断応力履歴値Tmin)を制御して、製造条件を決定する。
(もっと読む)
熱可塑性樹脂組成物及び成形体
【課題】ポリカーボネート樹脂及びその組成物の溶融流動性を改良する。
【解決手段】ポリカーボネート樹脂に芳香族ビニル単量体単位(a1)、(メタ)アクリル酸エステル単量体単位(a2)、その他の単量体単位(a3)から成りその質量平均分子量が5000〜150000である重合体(A)から成る流動性向上剤を含有し、溶融状態で、面間距離x1が5mm以下の平行な2つの面の間隙を通過させることで形成したことを特徴とする熱可塑性樹脂組成物。
(もっと読む)
樹脂供給装置、射出成形装置、及び樹脂成形品
【課題】樹脂成形における樹脂ペレットの予備加熱を均一に行うことができる樹脂供給装置、射出成形装置、及び樹脂成形品の製造方法を提供する。
【解決手段】樹脂供給装置5は、樹脂ペレットPを搬送し射出成形機3に供給する樹脂供給装置である。樹脂供給装置5は、樹脂ペレットPの搬送方向(軸線A方向)に延在すると共に、樹脂ペレットPを内側に収容し筒軸A周りに回転自在に設けられた回転筒体25と、回転筒体25内の樹脂ペレットPを筒軸A方向に移動させるためのスクリュー部37と、回転筒体25内を加熱するバンドヒータ41と、回転筒体25を筒軸A周りに正逆両方向に回転させる回転制御部35と、を有する。
(もっと読む)
材料配合供給装置、及び材料配合供給方法
【課題】成形終了時における配合済みの材料を低減し得る材料配合供給装置、及び材料配合供給方法を提供する。
【解決手段】材料配合供給装置は、所定の成形終了予定信号を生成する信号生成部と、成形機の材料投入口の上部側に設置される貯留部と、計量機から前記貯留部の上流側までの材料の待機量Mを検出する待機量検出手段と、所定のプログラムに基づいて、前記成形終了予定信号を受信した後の成形終了までに前記成形機において必要とされる材料の必要量Wを算出し、この必要量から前記待機量を減算し、その残り必要量RWに応じた残り必要計量回数Nを算出して、該残り必要計量回数の計量を前記計量機において実行させ、以降の計量動作を停止させる計量回数制御手段とを備えている。
(もっと読む)
長繊維強化熱可塑性樹脂組成物の製造方法及びその製造装置
【課題】強化繊維を集束した繊維束に融点が200℃以上の熱可塑性樹脂を十分に含浸させ、その樹脂含浸繊維束を螺旋状に撚って高い生産性で樹脂ストランドを得る際に、樹脂ストランド中の繊維濃度の変動を抑えることが可能な、長繊維強化熱可塑性樹脂組成物の製造方法を提供する。
【解決手段】強化繊維を集束した繊維束2に融点が200℃以上の熱可塑性樹脂を含浸させて樹脂含浸繊維束を得る工程7と、樹脂含浸繊維束を螺旋状に撚って樹脂ストランドを得る工程11とを有し、樹脂ストランドを得る工程は、紡口手段8の貫通孔内に、樹脂含浸繊維束を螺旋状に撚りながら通過させる工程を更に有し、貫通孔内壁を構成する材料のHRC硬度が50以上であり、樹脂含浸繊維束の撚回数が1500〜8000rpmである、長繊維強化熱可塑性樹脂組成物の製造方法を提供する。
(もっと読む)
しめ縄ペレットの製造方法
【課題】補強効果の高いペレットを提供すること。
【解決手段】複数の溶融樹脂槽30に複数のガラス繊維束L1〜L3をそれぞれ導入して、複数のガラス繊維束L1〜L3にそれぞれ樹脂7に含浸させ、各溶融樹脂槽30の最下流部(図中右端)に装着された各ダイ5により、樹脂7が含浸されたガラス長繊維L1〜L3の断面形状を整え樹脂量を調整し、各溶融樹脂槽30の下流に配置された合撚装置50により、各ダイ5を通過したガラス長繊維L1〜L3を1つに合撚してしめ縄状に形成し、合撚装置50の下流に配置された切断装置60により、撚り合わされたガラス長繊維L1〜L3を切断して、しめ縄ペレットを製造する。
(もっと読む)
成形コンポーネント
複数の成形コンポーネントを製造する方法は、(a)製造アセンブリにキャリアを提供する工程と、(b)成形コンポーネントをキャリア上に形成する工程であって、成形コンポーネントが、キャリアに固定されてキャリアに沿って移動できる犠牲部分と、犠牲部分から延びる機能部分とを有し、隣接する犠牲部分が、第1の距離で互いに間隔を空けて配置される工程と、(c)キャリアを取込装置に順方向に巻き取る工程と、(d)キャリア及び成形コンポーネントが供給装置の方へ移動するよう取込装置を逆方向に巻き戻す工程であって、成形コンポーネントの1つが、成形コンポーネントが逆方向に移動するのを防ぐラッチに接触し、その結果、隣接する犠牲部分が、第1の距離より短い第2の距離まで共により近くに移動される工程と、を含む。 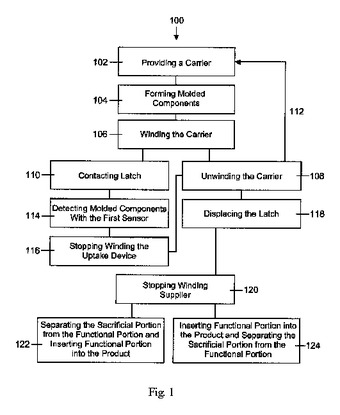 (もっと読む)
(もっと読む)
1 - 8 / 8
[ Back to top ]