
国際特許分類[B23D1/26]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 平削り;みぞ削り;せん断;ブローチ加工;のこ引き;やすり掛け;キサゲ加工;他に分類されない,切粉を出す金属加工のための類似の作業 (2,916) | 平削りまたはみぞ削り盤のうち切削工具と被加工物の相対運動が水平直線上でのみ行われるもの (55) | 刃物台や被加工物保持台が他の方向や他の角度に加工するために特別にすえ付けられたり案内されているもの (16) | 縁部や稜部の平削りまたはみぞを切削するもの (4)
国際特許分類[B23D1/26]に分類される特許
1 - 4 / 4
金属線材同士の圧接およびバリ取り装置並びにその方法
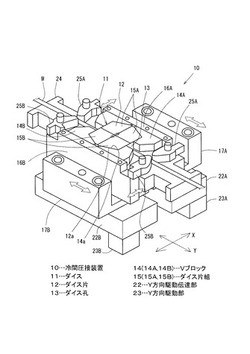
【課題】金属線材の突合せ端部の圧接時に生じたバリを確実に除去することができるとともに、金属線材同士の圧接と、その際に生じたバリの除去とを一連の工程でスムーズに行なうことができる金属線材同士の圧接およびバリ取り装置並びにその方法の提供を目的とする。
【解決手段】複数のダイス片12からなるダイス11と、金属線材Wに対して各側で対向配置する一対のVブロック14とを設け、該一対のVブロック14による金属線材W側への押圧により、該押圧力を、前記ダイス11による金属線材Wの直交方向Xの押圧力と、金属線材Wの突合せ端部同士の線材方向Yの圧接力とに変換するよう、前記ダイス片12を前記Vブロック14に嵌め込んで構成し、金属線材Wの突合せ端部同士の圧接後に、金属線材Wに対して各側で対向配置する一対のVブロック14のそれぞれを、線材方向Yへ相対移動するよう構成した。
(もっと読む)
異形断面帯鋼の製造方法及び製造装置

【課題】従来のバイト切削の欠点である切削ビビリや左右幅不均一が解消された異形断面帯鋼の製造方法及び製造装置を提供する。
【解決手段】アンコイラー(3)に巻きつけられた断面矩形の帯鋼(W)を解いてリコイラー(15)で巻き取る間に当該帯鋼上面(Wu)の少なくとも両エッジ(We,We)をバイト切削して異形断面を形成する異形断面帯鋼の製造方法であって、切削した帯鋼の両切削面をカメラ撮像した平面視画像に基づくフィードバック制御によって当該帯鋼と当該バイトとの相対位置を調整して当該両切削面の均一化を図る。フィードバック制御によって切削ビビリや左右幅不均一が解消される。
(もっと読む)
ワークへの凹所形成方法
【課題】 切削加工が可能な素材からなるワークの表面に大きな面積であっても小さなストレスで所定の深さを有する凹所を容易に形成する凹所形成方法を提供する。
【解決手段】 ワーク1には切削加工が可能な素材が用いられる。ワーク1に凹所を形成するための切削工具10は、ワーク1に対して所定角度を有した状態で移動装置に保持される。そして、まずフィン形成工程において、切削工具10をワークに対して所定角度で掘り下げる掘り下げ方向に移動させて肉薄の切削フィン3を起立形成させる。続いて、切削工程において切削工具10を水平方向に移動させて切削フィン3を切削してワーク1から離脱させる。その後、フィン形成工程と切削工程を順次繰り返えすことにより、ワーク1には所定の深さdと面積を有する凹所2が形成される。
(もっと読む)
ビームブランク鋳片の切断ノロ除去装置
【課題】 強固に付着した切断ノロを除去するのに十分な強度を有し、しかも、設備が小型で保守メンテナンスが容易であり、且つ、ビームブランク鋳片が切断ノロ除去装置に対してずれて搬送されても、そのビームブランク鋳片の切断ノロの除去が可能である、ビームブランク鋳片の切断ノロ除去装置を提供する。
【解決手段】 上記課題を解決するための切断ノロ除去装置1は、ビームブランク鋳片13の切断面凹部13dに嵌合する形状を有する主バイト2と、該主バイトに取り付けられた、上下方向の摺動が可能な先行バイト3と、該先行バイトを主バイトに対して上方に突出させる押上部材4と、前記主バイトを幅方向摺動可能に取り付ける刃物台座5と、前記主バイトを該刃物台座の中心位置に復元させる復元部材6と、前記刃物台座を上下方向に移動させる昇降装置7と、を備える。
(もっと読む)
1 - 4 / 4
[ Back to top ]