
国際特許分類[B23D65/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 平削り;みぞ削り;せん断;ブローチ加工;のこ引き;やすり掛け;キサゲ加工;他に分類されない,切粉を出す金属加工のための類似の作業 (2,916) | 被切断物の材質を問わない鋸歯の製造 (9)
国際特許分類[B23D65/00]の下位に属する分類
打抜き,切断,平削りによる鋸歯の製造 (1)
フライス削りによる鋸歯の製造
国際特許分類[B23D65/00]に分類される特許
1 - 8 / 8
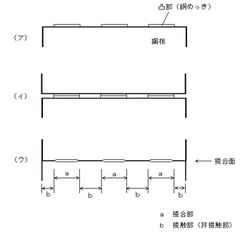
制振性に優れた丸鋸、丸鋸用積層材及びその製造方法
【課題】制振性に優れた丸鋸、丸鋸用積層材及びその製造方法を提供する。
【解決手段】2層以上の鋼板が積層された積層材であって、その接合面には、接合面の全部または一部に厚さ50μm以下の純銅または銅系合金からなる銅層があり、また、接合していない領域が1接合面あたり50〜85%の面積率を占める積層材からなる制振性に優れた丸鋸及び丸鋸用積層材。また、表面に厚さ3〜25μmの銅めっき層を有する銅めっき鋼板の表面に、凹部と凸部の高さの差がめっき厚以上50μm以下、凸部の面積率が5〜20%、かつ任意の位置に描いた半径10mmの円形領域には、その内部に凹部のみまたは凸部のみが含まれることがないように凹凸を形成し、その銅めっき鋼板を2枚以上重ね合わせて拡散接合する製造方法。
(もっと読む)
帯鋸刃の製造方法及び帯鋸刃

【課題】左右のアサリ歯における歯先稜線が、帯鋸刃の走行方向及び切込み方向に対して直交した帯鋸刃の製造方法及び帯鋸刃を提供する。
【解決手段】歯先に硬質の材料からなる切削チップを備えた帯鋸刃の製造方法であって、左右のアサリ歯7、9となる鋸歯を左右に振り出し加工を行う工程と、左右のアサリ歯7、9となる鋸歯を、直歯5となる鋸歯よりも歯高寸法を小さく形成する工程と、アサリの振り出し加工を行った後の左右のアサリ歯7、9の歯先に備えた切削チップ13、15に研磨加工を行って、前記左右のアサリ歯7、9における歯先の稜線13A、15Aを、帯鋸刃1の走行方向A及び帯鋸刃の切込み方向Bに対して直交する形態に加工する工程、の各工程を備えている。そして、帯鋸刃は、左右のアサリ歯7、9の歯高寸法よりも直歯5の歯高寸法を大きく設け、前記左右のアサリ歯7、9における歯先の稜線13A、15Aは、帯鋸刃1の走行方向A及び帯鋸刃の切込み方向Bに対して直交して形成してある。
(もっと読む)
帯鋸歯
【課題】両側縁をアールか、これに近似した多角形に裁断した鋸素材を接合して帯鋸歯を製作することで、熟練した目立士でなくても既存の設備を使用して帯鋸歯の新作及び目立仕上げが容易にできる帯鋸歯を提供すること。
【解決手段】帯鋸歯の材料帯鋼1を、製作する帯鋸歯Aの背盛量に基づいて求めた背縁部のアールR1及び歯縁部のアールR2か、これらアールに近似の多角形となるように両側縁を裁断して鋸素材4を形成し、この鋸素材4の両端末を接合することで歯縁部3と背縁部2に背盛の機能を果たす直径差が生じた帯鋸身7を得ること。
(もっと読む)
冷却通路を有する丸鋸ブレードの成形のための方法
本発明は、冷却通路を有する丸鋸ブレードの成形のための方法に関する。本発明に基づく方法では、糸状の複数の部材を、可塑性の材料から成る円形の第1のディスク上に、各糸状の部材がそれぞれディスクの半径方向に向くように載せ、次いで可塑性の材料から成る円形の第2のディスクを、第1のディスク及び糸状の部材上に載せ、次いで圧力を第2のディスク上に第1のディスクへ向けて加え、次いで糸状の部材を圧縮されたディスク対から除去し、これによって冷却通路(5)が生じており、次いでディスク対を、半径方向に延びる冷却通路を有する丸鋸ブレードを得るために焼結する。  (もっと読む)
(もっと読む)
側方に変位させた丸鋸ブレード
【課題】低製造コストでかつ精密な切断を実現する丸鋸ブレードを得る。
【解決手段】加工手段を周縁Uに有する石材加工用の丸鋸ブレード2において、周方向に順次連続する少なくとも2個のセクタSが、それぞれ設計平面逸脱領域B1,B2を有し、これら順次隣接する回転逸脱領域B1,B2は、中間平面Eから、互いに相反する側方に逸脱する構成とする。好適には、直径が800mmまでとした丸鋸ブレード2では、平面逸脱領域を交互に設けたセクタを少なくとも4個設け、最大変位量を0.1〜0.2mmの範囲の値とするか、または直径が800mm以上である丸鋸ブレード2では、セクタを少なくとも6個設け、最大変位量を0.20〜0.45mmの範囲の値とする。さらに好適には、最大変位量M1,M2間の2個の隣接するセクタSに設けた遷移領域Cにおいて、丸鋸ブレード2の周縁Uに、中間平面Eに対して規則的な波形の傾斜を設ける。
(もっと読む)
回転刃加工機及び回転刃加工方法
【課題】刃先破損防止機構を備える回転刃を効率的に加工して安価な回転刃が得られる回転刃加工機及び回転刃加工方法を提供する。
【解決手段】中心位置に取付穴が形成されると共に外周縁に刃型部が形成された台金を支持する台金支持手段と、該台金支持手段で支持された台金の刃型部を加熱する加熱手段と、該加熱手段で加熱された台金の刃型部を打撃して刃先破損防止機構を形成する押圧手段と、を備えることを特徴とする。前記加熱手段は、通電加熱装置もしくは誘導加熱装置であり、また、前記押圧手段は、台金の刃型部に当接して通電する電極と、該電極を押圧して刃型部を変形させるハンマーもしくはカム等を備える。
(もっと読む)
鋸歯形成装置及び形成方法
【課題】直尺形の鋸の目立て工程を自動的に実行しやすい基本構成、それによる鋸歯自動形成装置を提供する。
【解決手段】直尺形の鋼板体をワークとして供給する供給手段と、最後の一つが最初の一つの前にもなり、且ついずれの隣り合っている二つの加工位置も所定間隔を空けた円形に所定順番に排列されていて、前記鋼板体の一側縁に複数の鋸歯形を形成するようにステップ毎に加工する一連の異なる加工をする加工手段と、前記一連の加工手段と一対一で対応し、且つそれぞれが加工する鋼板体をその直尺形の長手方向が対応の加工手段におけるツールの加工移動方向と平行になるように保持できる一連の保持手段と、前記保持手段を載せながら順に追って所定の方向に前記一連の加工手段の間に一対一で移送し、前記鋼板体を加工手段毎に加工させる移送手段と、加工完了後の前記鋼板体を取出す取出し手段とを備え、前記鋼板体の一側縁に鋸歯部を形成することができる。
(もっと読む)
鋸ブレード又は鋸バンド用の前駆部品、並びに前駆部品及び鋸ブレード又は鋸バンドを製造する方法
本発明は、鋸ブレード又は鋸バンドの製造のための前駆部品、この前駆部品を製造する方法、及び鋸ブレード又は鋸バンドを製造する方法に関するものである。上記前駆部品は、好ましくは鋼バンド又は鋼ディスクであるような少なくとも事前製造された担体バンド又は事前製造された担体ディスクと、鋸ブレード又は鋸バンドの切断輪郭のための前駆材料からなる少なくとも1つの事前製造されたセグメントとを有する。この場合、上記担体バンド又は担体ディスク及び上記セグメントは、第1及び第1面側を各々有し、第1面側の方が第2面側より狭い。また、少なくとも1つの担体バンド又は少なくとも1つの担体ディスクは、対応する狭い面側を介して少なくとも1つのセグメントに接続され、上記少なくとも1つのセグメントを経て延びる分離線に沿った最終前駆部品の分離により、上記少なくとも1つのセグメントの一方の部分を各々有するような2つのバイメタルバンド又はバイメタルディスクを生成することができる。 (もっと読む)
1 - 8 / 8
[ Back to top ]