
Fターム[3C050BD01]の内容
平削り、ブローチ、やすり、リーマ、その他 (639) | 刃の構成 (39) | 直線刃 (8)
Fターム[3C050BD01]の下位に属するFターム
切削方向に対して斜向する刃を持つもの
Fターム[3C050BD01]に分類される特許
1 - 8 / 8
ブローチ
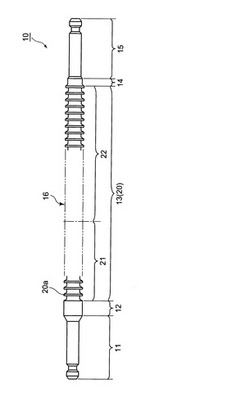
【課題】後部切れ刃群において歯部側面の刃先側に所定のフォームランドを残しながら逃がし溝幅、深さが漸増していくフォーム逃がしを施行したブローチを提供する。
【解決手段】ブローチ10は、前つかみ部11、前方案内部12、ブローチ本体16に多数のスプライン刃13を配列した切刃部20、後方案内部14および後つかみ部15等で構成されており、切刃部20は、前部切刃群21と、後部切刃群22と。を有する。後部切刃群22は、第1の刃先20aの刃径に2B(Bはフォームランド)を加えた刃径に形成されている。
(もっと読む)
ブローチ加工工具と、ブローチ加工工具を用いた加工方法

【課題】切削加工中に、被加工物の振動、回転や移動を抑制することができ、安定した状態で切削加工が行なえ、加工精度を向上させることができるブローチ加工工具を提供する。
【解決手段】複数の切れ刃4,4…が工具送り方向3に沿って配列されたブローチ加工工具1は、切れ刃4の逃げ面5に、この切れ刃に加わる切削抵抗の背分力を支持する隆起部6,6…が形成されている。切れ刃4,4…の高さは、工具送り方向の後方側に向けて、漸次高くなっているとともに、切れ刃の各隆起部6,6…の高さは、工具送り方向の後方側に向けて、漸次高くなっている。隆起部6は、切れ刃で切削された切削面Wbに間隙d1を有して対向する。
(もっと読む)
多数の切れ刃を有する切削インサートを含む切削工具及びそのための切削インサート
切削工具は切削インサートを含む。インサートは複数の切れ刃を含む上側部を含み、切れ刃はインサートの長手方向で軸方向に次々と配置され、インサートの長手方向垂直軸平面に対して実質的に直角方向に延びている。インサートは、インサートの上側部の平面に対して下向きに延びる側壁を含み、側壁は側部支持面を含む。切削工具は工具ホルダーを含む。工具ホルダーは側部当接面を含み、インサートの側部支持面がそれに支持されるようになっている。インサートの側部支持面を工具ホルダーの側部当接面に固定するためのクランプが設けられる。 (もっと読む)
押しブローチ
【課題】加工時間が少なく、形状を高精度にすることができる押しブローチ加工において、切り屑の噛み込みによる加工面形状の劣化を起こすことがなく加工面形状を改善した、安定した押しブローチ加工できる押しブローチを提供。
【解決手段】先端に予め成形された工作物 4のスプライン穴 7の数と同じ又は少ない歯数のスプライン切削刃 8を有し押しブローチ加工時に切削を行い戻り時にバニッシ加工を行う一刃のみのブローチ切削刃 2と、ブローチ切削刃 2より軸方向にそれぞれ離隔してその前部及び後部に、工作物 4のスプライン穴 7と軸方向に整合されかつブローチ切削刃 2の外径より僅かに小さい外径のガイドスプライン18を外周に部分的に形成しかつ部分的にガイドスプラインを形成しない部分16をそれぞれすかし部16とした前部ガイド部 3及び後部ガイド部14と、後部ガイド部14の後方にシャンク 5と、を有する。
(もっと読む)
極小モジュール内歯車加工用ブローチ
【課題】モジュール1.0 以下で小径歯隙が 0.5mm以下といった極小モジュール内歯車加工用ブローチにおいても、歯厚上がり切削刃に対し歯厚方向逃げ角を施す必要がなく、1本のブローチの外径上がり荒刃の後に仕上げ加工刃を製作することが容易で、かつ、ワーク加工精度が高い極小モジュール内歯車加工用ブローチを提供。
【解決手段】1本のブローチ本体 5からなり、両側に歯厚取り代△tを残した外径上がり方式の多数の荒刃1、50と、荒刃1、50に続く両側に歯厚取り代△tを切削する外径上がり方式の多数の仕上刃 31、32、33、53と、を有し、各仕上刃 31、32、33、53は歯面バニッシュブローチ刃とした。
(もっと読む)
被覆超硬合金製ブローチ
【課題】ブローチに適用する超硬合金を最適化することによって、ブローチの精度を長期間維持できる被覆超硬ブローチを提供することを課題とする。
【解決手段】シェルを用いた組立型の被覆超硬合金製ブローチにおいて、該シェルに用いる超硬合金は、WCの平均粒径が1.2μm以下、保磁力が20kA/m以上40kA/m未満、飽和磁化値をRとし、202×Co重量%/100の値をSとした時、飽和磁化比R/Sが、0.65≦R/S≦0.95、更に、該被覆は、金属成分として少なくともTiとSiを含有する窒化物、酸化物、硼化物、硫化物、炭化物のいずれか1種以上の固溶体又は混合物から構成されていることを特徴とであることを特徴とする被覆超硬合金製ブローチ。
(もっと読む)
一体物の長方形状ブローチ工具の修理再生方法及び修理再生された長方形状ブローチ工具
【課題】 使用時の応力に耐えることの出来る一体物の長方形状ブローチ工具の修理再生方法及び修理再生された長方形状ブローチ工具の提供。
【解決手段】 引き抜き柄1、拡径部2、前ガイド部3、切削刃部本体4、後部柄部5から構成され、引き抜き柄1が破損した場合の一体物の長方形状ブローチ工具の修理再生方法であって、拡径部2と前ガイド部3の境目で切断して分割し、切削刃部本体4の隣る前ガイド部3に相当する部分を加工して凸状段付き構造6を構成する大径雄螺子部7を設け、大径雄螺子部7の段付き面7aに小径雄螺子部8を突出して設け、この二種の雄螺子部に係合する雌螺子部を有し、且つ新たな引き抜き柄9、拡径部10を含む係合部材11を製作して設け、更に係合部位に接着剤Bを施し、雄螺子部と雌螺子部を螺合し合体して凸状段付き構造6と凹状段付き構造12とを一体構造としたことを特徴とする。
(もっと読む)
高硬度材加工用ブローチ工具
【課題】高硬度材加工用ブローチ工具による貫通穴溝加工において、切屑を排出しやすくして、工具寿命を長くし、溝のR形状等の形状崩れを少なくする。
【解決手段】ブローチ工具の仕上刃7と荒刃9を設け、荒刃の切れ刃形状をブローチ軸心と貫通穴溝中心を結ぶ線分に対して線対称に形成し、かつ貫通穴溝形状に沿った波形状とし、切削方向において前刃に対し波形状の山25a,36aと谷25b,36bとを交互に配置した2種類の波形状切れ刃とし、山部で交互に切削することにより切屑を分断する。
(もっと読む)
1 - 8 / 8
[ Back to top ]