
Fターム[4E001MB07]の内容
アーク溶接一般 (8,479) | 消耗電極用トーチ、給電案内装置−溶接 (79) | ワイヤ送給装置や矯正装置を内蔵しているもの (4)
Fターム[4E001MB07]に分類される特許
1 - 4 / 4
消耗電極ガスシールドアーク溶接トーチ
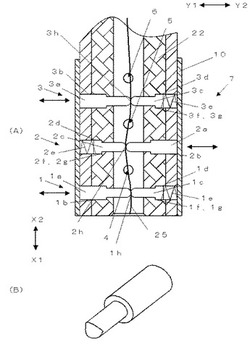
【課題】本発明はワイヤ矯正装置が大型化しない溶接トーチを提供する。
【解決手段】溶接トーチ21の第1のワイヤ変位部材1は、トーチボディ22の外周から半径方向にねじ込まれたワイヤ変位ねじ1aと、このワイヤ変位ねじ1aとの間で溶接ワイヤ25を押圧するワイヤ押圧ピン1cとからなる。第1のワイヤ変位部材1と同じ第2のワイヤ変位部材2と第3のワイヤ変位部材3とを備える。これらの3つのワイヤ変位部材1〜3のそれぞれのワイヤ変位ねじの長手軸方向が平行となるように設けられ、3つのワイヤ変位部材1〜3のそれぞれのワイヤ押圧部がトーチボディ22の長手軸心から予め定めた距離だけ交互にずれている。この結果、矯正装置が大きくなることがなく溶接トーチ21を小型化することができる。
(もっと読む)
消耗電極ガスシールドアーク溶接トーチ

【課題】チップホルダで溶接ワイヤに給電する溶接トーチを提供する。
【解決手段】本発明の溶接トーチ20は、トーチボディ2の先端部にチップボディ3が取り付けられ、このチップボディ3の先端部にチップホルダ21取り付けられ、チップボディ3の先端部とチップホルダ21との間に矯正用チップ23が設けられて、この先端部側面にテーパ形状24が形成され、先端部からワイヤ挿通孔に沿って延びる縦すり割り25が形成され、この縦すり割り25の基端部側面の肉厚を薄くしている。トーチボディ2の内部に設けられたスプリング6によって矯正用チップ23のテーパ形状24がチップホルダ21の基端部に押圧されて、矯正用チップ23のワイヤ挿通孔が縮径して溶接ワイヤを加圧して矯正する。チップホルダ21の全てが金属で形成されて、このチップホルダ21のワイヤ挿通孔に溶接ワイヤが接触して給電される。
(もっと読む)
タングステン−不活性ガス溶接法によって2つの金属部分を結合するための方法ならびに該方法を実施するための装置
【課題】全自動的な溶接に基づいて高い経済性が達成されるような、極めて高い品質の、容積の少ないシームを形成するための溶接方法を提供する。
【解決手段】結合させたい両金属部分1,2を、第1のステップでまずセンタリングオフセット7によって、両金属部分の間にナロウギャップ4が形成されかつシームベース範囲に負荷軽減範囲8が生じるように互いに対して位置決めし、第2のステップで目標溶融個所9の形成下に、両金属部分の、ナロウギャップを画定する側縁5,6を、ナロウギャップを満たす溶接ビード10により互いに結合する形式の方法において、ナロウギャップ4が、一貫して一定の幅aを有しており、しかも該幅aを、重なり合って位置する溶接ビード10がそれぞれナロウギャップ4の全幅aにわたって延びるように設定しておき、ナロウギャップ4全体を全自動的に溶接ビード10で満たす。
(もっと読む)
トーチハウジングを持つ溶接トーチおよび溶接ワイヤ供給ドライブ
トーチハウジング(28)と、好ましくは、これに取付け可能なチューブ曲げ部(29)とを含む溶接トーチにおいて、溶接ワイヤ(13)を供給する駆動ユニット(30)がトーチハウジング(29)内に配置され、駆動ユニット(30)が、少なくとも一対の駆動ローラ(31)および押圧ローラ(32)、そして駆動モータで形成され、トーチハウジング(28)の一部が駆動ユニット(30)の構成部品として設計される。駆動モータ(33)のモータ軸(46)が、ロータ(45)を安定化し位置決めするために、ベアリング(43,44)を介してトーチハウジング(28)に取付けられる。ベアリング(43,44)と、ロータ(45)、特に、モータ軸(46)とを含む溶接ワイヤ供給駆動モータにおいて、モータ軸(46)の少なくとも一部、特に、駆動ローラ(31)の保持区間が、ステータハウジング(65)またはベース本体(37)から電気絶縁されている。  (もっと読む)
(もっと読む)
1 - 4 / 4
[ Back to top ]