
Fターム[4E082EC17]の内容
Fターム[4E082EC17]に分類される特許
1 - 5 / 5
パルスアーク溶接の終了制御方法
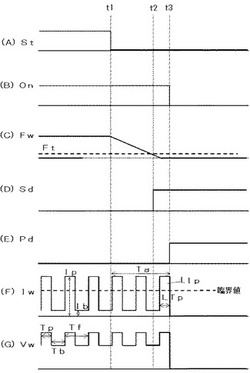
【課題】消耗電極式パルスアーク溶接において、溶接が終了したときに溶接ワイヤの先端に形成される溶融球を、種々の溶接条件に応じて適正化するためのパラメータの設定に時間がかかっていた。
【解決手段】溶接を終了する際に最終ピーク電流LIpを通電して溶接を終了するパルスアーク溶接の終了制御方法において、アークスタート性の良否を示す指標を算出し、この指標に応じて前記最終ピーク電流LIpの値を臨界値以上及び未満の範囲で変化させて自動設定する。前記指標は、単位アークスタート回数に占める、アークスタート時の最初の短絡が基準時間以上であった回数の比率である。これにより、種々な溶接条件に応じて最終ピーク電流LIpが自動的に適正化されるので、設定の時間が不要となる。
(もっと読む)
アークスタート良否判定方法

【課題】 アークスタートにおける不良発生の傾向を適切に把握することが可能なアークスタート良否判定方法を提供すること。
【解決手段】 消耗電極ガスシールドアーク溶接におけるアークスタート良否判定方法であって、複数回の溶接において、それぞれのアークスタートにおける良否判定、および不良であった場合の不良の種類判定の結果に基づき、良好なスタートの回数、不良であった場合の各種類の回数を自動的に累積させる。このような構成により、ある溶接条件を設定すると、たとえばティーチペンダントTPの表示によって、その溶接条件においてどのような種類の不良がどのような比率で発生しているかを定量的に把握することが可能である。
(もっと読む)
マグ溶接の短絡電流制御方法
【課題】マグ溶接において、スプレー移行形態における溶接状態の安定性を向上させる。
【解決手段】溶接ワイヤ1と母材2との短絡Sdを検出し、この短絡中の短絡電流の上昇速度を制御するマグ溶接の短絡電流制御方法において、短絡Sdの期間長さが基準期間未満であるときは微小短絡であると判別して微小短絡の発生頻度Ndを算出し、この微小短絡の発生頻度Ndに応じてインダクタンス設定値Lrを変化させることによって短絡電流の上昇速度を変化させる。この微小短絡の発生頻度Ndとして、単位時間当たりの微小短絡の回数を使用する。これにより、スプレー移行形態であることを正確に判別して短絡電流の上昇速度を適正化するので、溶接性能が向上する。
(もっと読む)
消耗電極アーク溶接のくびれ検出制御方法
【課題】短絡を伴う消耗電極アーク溶接におけるくびれ検出制御方法において、くびれ検出精度を向上させる。
【解決手段】溶接電源に通常溶接モードとくびれ検出適正化モードを選択する手段CS及び記憶スイッチMSを設け、このくびれ検出適正化モードが選択されているときは、くびれ検出感度であるくびれ検出基準値Vtnを感度の低い値から高い値へと変化させながらテスト溶接を行い、このテスト溶接中の溶接状態が良好であると溶接作業者が判断した時点で前記記憶スイッチMSがオンされるとその時点でのくびれ検出基準値の変化値を記憶くびれ検出基準値Mvtとして記憶し、通常溶接モードが選択されているときは、前記記憶くびれ検出基準値Mvtをくびれ検出基準値Vtnとして設定して実施工溶接を行う。
(もっと読む)
溶接装置
【課題】溶接条件指令が変わると、溶接電流や溶接電圧のばらつき具合も変化するので、上下限値としての許容範囲値も変更または切り替えをする必要があるが、容易に切り替える手段がない。
【解決手段】本発明は、実溶接電流または実溶接電圧が、許容範囲外であるか否かを判定するとともに、アーク溶接条件監視のために上下限値としての許容範囲値を複数記憶し、切り替え可能とすることにより、溶接箇所ごとに許容範囲値を切り替えることが可能となり、溶接箇所ごとに溶接条件指令が変わり溶接電流や溶接電圧のばらつき具合が変化した場合でも、適切な許容範囲値に変更または切り替えをすることができる。
(もっと読む)
1 - 5 / 5
[ Back to top ]