
大信精機株式会社により出願された特許
1 - 5 / 5
めねじ加工方法および仕上げ用切削タップ
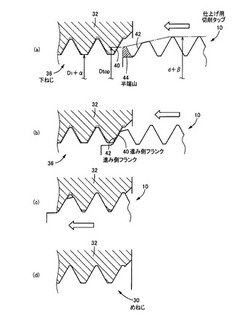
【課題】焼入れ等の硬化熱処理が施される部材に対してめねじを高い精度で効率良く安価に形成できるようにする。
【解決手段】目的とするめねじ30よりも径寸法が小さい下ねじ36を切削加工した後に硬化熱処理を施し、その後に仕上げ用切削タップ10の進み側フランク42が下ねじ36の進み側フランク40に当接するようにリード合わせを行い、その下ねじ36に沿ってリード送りしてめねじ30を切削加工する。これにより、硬化熱処理によって生じる熱歪や伸縮等による変形に拘らず、高い寸法精度でめねじ30を形成できる。また、硬化熱処理前に下ねじ36が設けられるため、仕上げ用切削タップ10によって切削除去する仕上げ代は小さく、硬化熱処理によって45HRC程度まで硬化しても、切削速度等の加工条件の制約が緩和されて効率よくめねじ30を切削加工できるようになり、工具の耐久性向上と相まって製造コストが低減される。
(もっと読む)
高圧用燃料噴射管のシールピン

【課題】超高圧下で高圧燃料噴射管にオートフレッテージ加工を行うために、該高圧燃料噴射管の配管口をシールするためのシールピンを提供する。
【解決手段】シールピン(20)は、前記配管口(23)に挿入するシールピン端部の軸心部に設けられた、底部(22')を有する溝穴(22)と、前記配管口(23)の内側のテーパ部(23’)に接触する、シールピン端部外周部(25)と、を具備しており、前記テーパ部(23’)に対して、前記シールピン端部外周部(25)が、超高圧の内圧によって弾性領域で変形して、接触するように構成されたシールピン。
(もっと読む)
磁気センサ
【課題】ホルダ内への液体の浸入を抑制する。
【解決手段】空圧機器30の位置検出に用いられる磁気センサであって、磁気を検出するセンサ回路部11と、センサ回路部11に接続されたリード線12と、センサ回路部11を収容するとともに、リード線12を外部に取り出すための孔部13cを有するホルダ13と、ホルダ13が挿入される開口部14aを有し、ホルダ13に被さる袋状に形成されたブーツ14とを備え、ブーツ14には、リード線12が貫通する貫通孔14bが形成され、ブーツ14は、ゴム材料にて成形されていることにより、開口部14aの近傍でホルダ13に密着し、かつ貫通孔14bの内周面でリード線12に密着し、さらに、ブーツ14は、開口部14aの近傍において、接着剤18によってホルダ13と接着されている。
(もっと読む)
高圧洗浄機用ポンプ
【課題】グランドパッキンを用いることなくシール性を確保しつつ、プランジャの摺動性を確保する。
【解決手段】往復駆動されて水を高圧化するプランジャ10と、プランジャ10を収容するシリンダ12とを備え、プランジャ10がシリンダ12と直接摺動するようにプランジャ10とシリンダ12との間の隙間寸法が設定され、プランジャ10のうちシリンダ12と直接摺動する摺動部101、およびシリンダ12は、ステンレスで形成され、摺動部101およびシリンダ12には、焼き入れ焼き戻しの熱処理が施され、さらに摺動部101には、ダイヤモンドライクカーボンによる表面処理が施されている。
(もっと読む)
エアシリンダ
【課題】ピストンの摺動不良を抑制する。
【解決手段】空気圧によって変位するピストン11と、ピストン11に配置されたゴム磁石16とを備え、ゴム磁石16のゴム材料として、フッ素ゴムが用いられている。これにより、ゴム磁石16の膨潤を抑制でき、ひいてはピストン11の摺動不良を抑制することができる。さらに、ピストン11の外周部とハウジング12の内周面との間の隙間の寸法を、0.2mm以上、0.8mm以下にすることにより、ピストン11の摺動不良をより抑制することができる。
(もっと読む)
1 - 5 / 5
[ Back to top ]