
Fターム[4E082EB08]の内容
Fターム[4E082EB08]に分類される特許
1 - 6 / 6
アーク溶接ロボット
【課題】溶接中の異常監視をロボット制御装置側のみで行っているために、制御装置自体が正常動作しなくなると、異常監視が機能しなくなる。
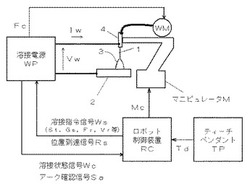
【解決手段】マニピュレータMと、教示に基づいて溶接指令信号Wsを出力するロボット制御装置RCと、溶接指令信号Wsに基づいて溶接処理を行う溶接電源WPとを備えたアーク溶接ロボットである。ロボット制御装置RCは、溶接処理に関連する処理時間を含む工程計画情報を出力する。また、溶接電源WPから入力される溶接状態信号Wcおよび工程計画情報に基づいて溶接実行状態を監視する。溶接電源WPは、溶接処理の現在状態を示す溶接状態信号Wcを出力する。また、ロボット制御装置RCからの工程計画情報に基づいて溶接実行状態を監視する。相互に各々の状態を監視するようにしたことによって、溶接を継続したままマニピュレータMが停止する等の不測の事態を防止する。
(もっと読む)
アーク溶接のガス制御方法

【課題】 本発明では、溶接開始時のガス流量が適正であることを判別して、良好なアークスタートを行うアーク溶接のガス制御方法を提供する。
【解決手段】 溶接開始に際して予め定めたプリフロー期間だけシールドガスを放流しながら溶接電流の通電を停止し、前記プリフロー期間終了後に前記シールドガスの放流を継続しながら溶接電流を通電するアーク溶接のガス制御方法において、前記プリフロー期間が終了したときのガス流量の下降率を算出し、前記下降率が予め定めた基準下降率未満のとき前記溶接電流を通電し、前記基準下降率以上のとき前記下降率が前記基準下降率未満になるまで待機して前記溶接電流を通電する、ことを特徴とするアーク溶接のガス制御方法である。
(もっと読む)
消耗電極アーク溶接のアークスタート制御方法。
【課題】 チタン等の特殊な部材で溶接を行うとき、プリフロー時間を10秒〜20秒も必要とし、プリフローが終了し溶接が何時開始されるのか判断するのが難しい。
【解決手段】 溶接電源装置に溶接開始信号が入力されるとシールドガスの噴出を開始し、予め定めたプリフロー時間が経過すると溶接ワイヤの被加工物への前進送給を開始すると共に前記溶接電源装置の出力を開始し、この前進送給によって溶接ワイヤが被加工物に接触してアークが発生すると、前記溶接ワイヤの送給速度を定常の送給速度に移行させる消耗電極アーク溶接のアークスタート制御方法において、前記プリフロー時間が経過すると前記溶接ワイヤを後退送給し、前記後退送給が終了すると前記溶接ワイヤを被加工物へ前進送給させることを、特徴とする消耗電極アーク溶接のアークスタート制御方法である。
(もっと読む)
ガスシールドアーク溶接のアークスタート制御方法およびアーク溶接ロボットの制御装置
【課題】溶接開始部におけるガス流量を検出し、適正なガス流量であることと判断してからアークスタート処理を実行するガスシールドアーク溶接のアークスタート制御方法を提供する。
【解決手段】溶接電源に溶接開始信号が入力されるとシールドガスの噴出を開始し、予め定めたプリフロー時間が経過した後にアークスタート処理を開始するガスシールドアーク溶接のアークスタート制御方法において、シールドガス流量を検出するガス流量センサからの信号を入力としてガス流量を監視する(S1)。プリフロー時間が経過した時点でガス流量が所定範囲内であるか否かを判定する(S5)。ガス流量が所定範囲内であると判定した場合はアークスタート処理を開始する(S6)。所定範囲外であると判定した場合はガス流量が所定範囲内になるまで待機する(S7)。ガス流量の過不足による溶接不良の発生を防止することができる。
(もっと読む)
携帯可能自律材料加工システム
材料を加工するために、携帯可能プラズマアークトーチシステムを使用することができる。システムは、交換可能または再充電可能電源と交換可能または再充填可能ガス源とを含む。コントローラは、電源またはガス源のうちの少なくとも1つと連通する。プラズマ送達デバイスは、コントローラを介して、電源からの電流およびガス源からのガスを受容し、プラズマ送達デバイスの出力においてプラズマアークを生成する。プラズマアークは、金属工作物等の材料を加工するために使用することができる。プラズマアークトーチは、交換可能または再充電/再充填可能電源およびガス源を含む、装着型携帯可能アセンブリを含むことができる。プラズマ送達デバイスは、アセンブリにおける電源からの電流およびアセンブリにおけるガス源からのガスを受容して、プラズマアークを生成する。  (もっと読む)
(もっと読む)
溶接ワイヤのリトラクトの制御方法及び溶接ワイヤリトラクト制御装置
【課題】安価なインダクションモータ等を用いて簡単な制御系で実現されている補助送給装置を使用してリトラクトを行う場合、主送給装置による後退送給と補助送給装置による前進送給が競合することなく、ワイヤリトラクトを行うことができる溶接ワイヤのリトラクトの制御方法及び溶接ワイヤリトラクト制御装置を提供する。
【解決手段】
溶接電源装置PSはモータ36を含む主送給装置30と、送給モータ56の出力をトルク制御してコンジット60A,60B内で発生する摩擦抵抗に抗した送給力を溶接ワイヤに与える補助送給装置50とを制御する。溶接ワイヤ40を溶接トーチ10までプッシュプル送給し、リトラクト時には主送給装置30による後退送給(逆送り)の制御によって溶接ワイヤ40をリトラクトさせる。溶接電源装置PSはリトラクト中において、リトラクトの全時間は補助送給装置50の送給モータ56を停止する。
(もっと読む)
1 - 6 / 6
[ Back to top ]