
Fターム[4E082EB13]の内容
Fターム[4E082EB13]に分類される特許
1 - 4 / 4
溶接肉盛用フラックスと溶接肉盛方法
【課題】溶接用フラックスは低温から高温(アーク温度約4000℃)までの広範囲の温度領域で機能を発揮することが求められるが、接種剤は溶接時のアーク熱で溶融・溶解するので、max4000℃までの幅広い温度領域に耐えるような複数の接種剤を溶融金属プール中に均一に入いれることができなかった。
【解決手段】ゲル状フラックスを溶接母材に塗布した後にゲル状フラックスの溶媒を乾燥もしくは燃焼させて固形フラックスとして、固形フラックスの上から溶接母材に肉盛する溶接肉盛方法であり、さらに溶接トーチにネオジ磁石を配設し、磁界をかけながら溶接する溶接肉盛方法である。
(もっと読む)
GMA溶接方法

【課題】スパッタ発生量を抑制しつつ、高効率溶接を行うことが可能なGMA溶接方法を提供すること。
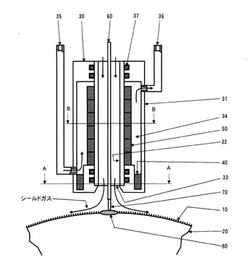
【解決手段】シールドガスSG中を溶接母材WPに向けてワイヤWを送給しつつ、ワイヤWに接触させた第1コンタクトチップ2と溶接母材WPとの間にアーク電圧を印加することによりアークAcを発生させる、GMA溶接方法であって、第1コンタクトチップ2と溶接母材WPとの間にパルス電流としての第1GMA溶接電流Iwaを流すとともに、ワイヤWに接触させた第2コンタクトチップ3と溶接母材WPとの間に、その電流値が一定値に制御された一定電流として第2GMA溶接電流Iwbを流す。これにより、ワイヤWのスムーズな溶滴移行とアークAcの長さの適正化が可能であり、スパッタ飛散量が少ない安定した高効率溶接を行うことができる。
(もっと読む)
アーク溶接におけるプラズマ制御方法及び溶接トーチ
【課題】溶接品質の調整が極めて簡単で、任意に調整された溶接品質を安定に得ることができ、また、箱型形状の被溶接物の表面側の溶接も簡単に行うことのできるアーク溶接におけるプラズマ制御方法を提供する。
【解決手段】溶接トーチ1内に、そのトーチ先端方向に延出する通電路3を配置し、この通電路3に電流Iを流して磁界を発生させ、溶接トーチ1の先端側に発生するプラズマ5を軸芯方向に集中させる。このプラズマ5の集中の度合いは通電路3に流す電流Iの大小で簡単に調整でき、また、被溶接物の背面側に磁石を置く必要もなく、上記課題を容易に達成させ得る。
(もっと読む)
パルスアーク溶接電源
【課題】シールドガスに不活性ガスのみを使用し、ピーク電流及びベース電流からなる溶接電流Iwを通電すると共に、消耗電極1と母材2との間の溶接電圧Vwを検出しこの溶接電圧検出値Vdをパルス波形の基準電圧波形Vcからの所定変動範囲内Vc±ΔVcで制限して溶接電圧制限値Vftを算出し、この溶接電圧制限値Vftを平均化した溶接電圧制限平均値Vfaが予め定めた電圧設定値Vsと略等しくなるように溶接電源の出力を制御するパルスアーク溶接電源において、異常電圧が重畳してもアーク長に比例した電圧値を溶接電源の電圧計に表示することができるようにする。
【解決手段】本発明は、溶接電圧検出値Vdに代えて溶接電圧制限値Vft又は溶接電圧制限平均値Vfaを、溶接電源に配設した電圧計VM及び/又は外部機器とのインターフェース端子への入力信号とするパルスアーク溶接電源である。
(もっと読む)
1 - 4 / 4
[ Back to top ]