
Fターム[4F208LG11]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 全体の形状、構造、材質 (583) | 発泡性のもの (75)
Fターム[4F208LG11]に分類される特許
1 - 20 / 75
発泡成形体の成形方法及び発泡成形体
【課題】嵌合部に他部材を容易に嵌め込むことが可能な発泡成形体を提供する。
【解決手段】他部材を嵌め込むための嵌合部(104a)を有する発泡成形体(100)であり、嵌合部(104a)の発泡倍率は、発泡成形体(100)の本体部分(102)よりも高いことを特徴とする。
(もっと読む)
ブロー成形品の製造方法

【課題】
解決すべき課題は、自動車用空調ダクトのように薄肉で複雑な形状のものの発泡ブロー成形を行う場合、特許文献1に開示されているような発泡倍率が1.5%〜10%という高倍率な発泡成形法だと、元々薄肉なパリソンが局部的に大きく膨らまされる途中で破裂してしまい、成形ができないという点である。
【解決手段】
着色剤を含む熱可塑性ポリオレフィン系の樹脂主原料に粉末状界面活性剤のみを混入させてブロー成形機に投入し、成形時の熱によって上記界面活性剤に含まれる微量な水分を気化させることにより前記課題を解決した。
(もっと読む)
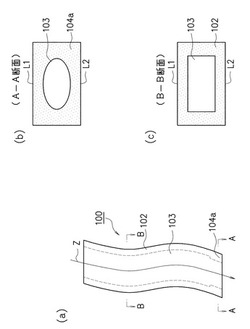
発泡成形体の成形方法及び発泡成形体
【課題】発泡溶融樹脂の内部に吹き込んだ気体の外部への流出を防止することが可能な発泡成形体を提供する。
【解決手段】他部材(図示せず)を嵌め込むための嵌合部(104)を有する発泡成形体(100)であり、嵌合部(104)は、発泡成形体(100)の本体部分(102)の発泡倍率よりも低い発泡倍率の発泡樹脂からなる第1の筒状部(104a)と、第1の筒状部(104a)の発泡倍率よりも低い発泡樹脂、又は、未発泡樹脂からなる第2の筒状部(104b)と、を有することを特徴とする。
(もっと読む)
ブロー成形品の製造方法
【課題】
解決すべき課題は、自動車用空調ダクトのように薄肉で複雑な形状のものの発泡ブロー成形を行う場合、特許文献1に開示されているような発泡倍率が1.5%〜10%という高倍率な発泡成形法だと、元々薄肉なパリソンが局部的に大きく膨らまされる途中で破裂してしまい、成形ができないという点である。
【解決手段】
着色剤を含む熱可塑性ポリオレフィン系の樹脂主原料に重曹のみを混入させてブロー成形機に投入し、成形時の熱によって重曹を熱分解させて主原料を発泡させることにより前記課題を解決した。
(もっと読む)
発泡樹脂成形品
【課題】発泡により遮光性が付与されながら、発泡による外観や表面平滑性の低下が有効に抑制された発泡樹脂成形品を提供する。
【解決手段】発泡セルが分布した発泡領域を有する発泡樹脂成形品において、前記発泡領域の少なくとも一方の表層部は、セル径が15μm以下の超微細発泡セルが1×107cells/cm3以上の密度で分布している超微細発泡層1となっていることを特徴とする。
(もっと読む)
発泡延伸容器及びその製造方法
【課題】ホットパリソン法により得られ、口部の発泡が抑制されていると共に、発泡領域となる胴部当では高い遮光性を示す発泡延伸成形容器を提供する。
【解決手段】口部、胴部、底部とからなる樹脂一体成形品であって、胴部及び底部は、発泡セルを有する発泡領域となっている発泡延伸容器において、前記口部は、発泡セルが存在しない非発泡領域となっており、発泡セルが存在する発泡領域において、該発泡セルは容器壁の内面側に偏在していることを特徴とする。
(もっと読む)
容器用プリフォーム及びその製造方法
【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体が作成可能な容器用プリフォームを製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;を含む。
(もっと読む)
発泡延伸プラスチック容器及びその製造方法
【課題】本発明は、ホットパリソン法により得られ、実用性のある発泡延伸成形プラスチック容器を提供する。
【解決手段】口部、胴部、底部とからなる樹脂一体成形品であって、胴部及び底部は、発泡セルを有する発泡領域となっている発泡延伸プラスチック容器において、前記口部は、発泡セルが存在しない非発泡領域となっており、発泡セルが存在する発泡領域には、容器壁の中心部に位置する発泡セルBが最も長い長さを有し、中心部に位置する発泡セルBに比して、内面側及び外面側に位置する発泡セルBの長さは短いものとなっている。
(もっと読む)
板状部分付き管状発泡成形体
【課題】発泡倍率の高い溶融樹脂を用いて製造した場合であっても、管本体内側への不要なこぶの発生を確実に防止する。
【解決手段】管本体X1と、その管本体X1の外側に連接された板状部分Y1とを有する管状発泡成形体について、板状部分Y1における管本体X1との連接面近傍に凹部106を形成する。このことにより、分割金型での型締めの際に、板状部分Y1がキャビティ面10a、10b間の厚みまで圧縮され、管本体X1の内側部分には空間が空いた状態であっても、凹部106を形成するための凸部18が気泡セルの移動に対してダムとして機能し、気泡セルの移動をこの凸部18で堰き止める。
(もっと読む)
多層発泡体の製造方法及び多層発泡体
【課題】成形品にヒケやソリが発生することなく、成形品の冷却時間を短縮することが可能な多層発泡体を提供する。
【解決手段】 発泡層(102)に非発泡層(101)が積層された多層発泡体(100)であって、非発泡層(101)に炭素繊維が含有されていることを特徴とする。
(もっと読む)
発泡体の製造方法
【課題】発泡倍率を向上させると共に、キャビティの形状に沿った発泡体を容易に成形することが可能な発泡体の製造方法を提供する。
【解決手段】本発明にかかる発泡体の製造方法は、押し出された発泡層(102)を分割金型(11a,11b)で挟み込んで分割金型(11a,11b)のキャビティ(12a,12b)の形状に沿った発泡体を成形する際に、発泡層(102)内に気体導入手段(31)を挿入し、発泡層(102)内に気体を導入する。
(もっと読む)
ポリエステル製延伸発泡容器
【課題】不活性ガスを含浸させての加熱により形成された発泡層が非発泡のポリエステル容器本体の胴部外面に形成された構造を有していると共に、耐熱性に優れた延伸発泡ポリエステル容器を提供する。
【解決手段】口部5、胴部7、及び底部9を備えた非発泡ポリエステル容器本体1と、容器本体1の胴部外面に設けられた発泡セルを内部に有する発泡ポリエステル層3とから成り、非発泡ポリエステル容器本体1が、固有粘度が0.78以下のポリエステルを用いて形成されており、発泡ポリエステル層3が、固有粘度が0.80以上のポリエステルを用いて形成されていることを特徴とする。
(もっと読む)
発泡成形体の製造方法
【課題】化学発泡剤を用いて見掛け密度の小さい発泡成形体を製造できる発泡成形体の製造方法を提供する。
【解決手段】本発明の発泡成形体の製造方法は、重曹マスターバッチと、当該重曹マスターバッチとは別に形成されたクエン酸マスターバッチと、原料樹脂と、をそれぞれ押出機に投入し混練してなる混合樹脂を、押出機から押し出して発泡成形体を成形する。
(もっと読む)
多層発泡体の製造方法
【課題】空気だまりが発生し難く、且つ、発泡倍率を向上させることが可能な多層発泡体の製造方法を提供する。
【解決手段】発泡層(102)の外面に非発泡層(101)を有する多層樹脂(200)を押し出し、その多層樹脂(200)の最内面同士を接着し、多層樹脂積層体(201)を形成する。そして、多層樹脂積層体(201)の最外面とキャビティ面(12a,12b)との間に隙間が空くように多層樹脂積層体(201)を金型(11a,11b)で挟み込み型締めし、多層樹脂積層体(201)をキャビティ面(12a,12b)に沿った形状に成形し、多層発泡体を成形する。
(もっと読む)
単層物および多層物、ならびに、それらの物を製造する射出成型方法
【課題】成形可能な材料を有する単層物及び多層物ならびにそれらの物を製造する方法を提供する。
【解決手段】好ましい実施形態において、プリフォーム30の少なくとも一部は、熱バリアまたは所望の完成品(finish)を形成するために拡張することができるエキスパンダブル(拡張可能または膨張可能)な材料を具備する。プリフォーム30はブロー成型に適した温度まで加熱され、エキスパンダブルな材料の少なくとも一部は膨張する。プリフォームは容器37中にブロー成型される。一つの構成(arrangment)として、プリフォームは単層プリフォームである、他の構成として、プリフォームは、多層プリフォームである。
(もっと読む)
中空発泡成形体の製造方法及び中空発泡成形体
【課題】中空発泡成形体の内部を流通させる流体の流量効率を向上させることが可能な中空発泡成形体の製造方法を提供する。
【解決手段】 発泡樹脂(13)を金型(12a,12b)で挟み込み、通気路を有する中空発泡成形体を成形し、中空発泡成形体を冷却させるための流体を通気路に流し、中空発泡成形体を冷却する。
(もっと読む)
単層物および多層物、ならびに、それらの物を製造する押出し成型方法
【課題】成形可能な材料を有する単層物及び多層物、ならびに、それらの物を押出し成型する方法を提供する。
【解決手段】押出しブロー成型されたボトル37は、ネック部32と、ボディ部34とを具備する。ボディ部34は、第1のインナー層と第2の層とを具備する。第1のインナー層は、ポリエステル、フェノキシタイプ熱可塑性プラスチック、フェノキシ−ポリオレフィン熱可塑性プラスチック混合物、および、それらの組合せからなるグループから選択された第1の材料を具備する。第2の層は、未使用なPET、リサイクルされたPET、PETG、発泡体,ポリプロピレン、ポリエステル、ポリオレフィン、フェノキシタイプ熱可塑性プラスチック、フェノキシ−ポリオレフィン熱可塑性プラスチック混合物、粉砕再生スクラップ材料、および、それらの組合せからなるグループから選択される第2の材料を具備する。第2の材料は、第1の材料とは異なる。
(もっと読む)
発泡ブロー成形方法
【課題】発泡倍率の高いプラスチックのブロー成形体を製造する方法を提供する。
【解決手段】プラスチックが発熱性発泡剤を含み、型締め後、第1段階としてパリソン1と金型2,3の間のキャビティ4内の空気を吸引して減圧し、同時に大気に連通するブローピン7からパリソン1内部に空気を吸い込ませて、パリソン1を金型2,3の内面に密着するまで膨らませる。続いて、キャビティ4内の減圧を継続しながら、第2段階としてブローピン7からパリソン1内部の空気を吸引し、パリソン1内部を減圧する。キャビティ4内及びパリソン1内部の減圧状態を維持したままパリソン1を冷却させ、最後に減圧状態を解除し、型開きして製品を取り出す。
(もっと読む)
ポリプロピレン系樹脂発泡ブロー成形体の製造方法
【課題】 本発明は、従来の製造方法よりも、発泡パリソンの発泡性やブロー成形性を向上させ、広い密度範囲において、肉厚均一性に優れた成形体を得ることが可能なポリプロピレン系樹脂発泡ブロー成形体の製造方法を提供することを目的とする。
【解決手段】 本発明のポリプロピレン系樹脂発泡ブロー成形体の製造方法は、ポリプロピレン系樹脂と物理発泡剤とを混練してなる発泡性溶融樹脂をダイから押出して軟化状態の発泡パリソンを形成し、該発泡パリソンを金型に挟み込んでブロー成形する発泡ブロー成形体の製造方法において、前記ポリプロピレン系樹脂が、190℃の温度条件下で振動歪みを与える動的粘弾性測定において特定の条件(1)〜(3)を満足するポリプロピレン系樹脂(A)と特定の条件(4)を満足するポリプロピレン系樹脂(B)とからなり、樹脂(A)と樹脂(B)との混合比(A:B)が重量比で100:0.5〜100:5であることを特徴とする。
(もっと読む)
自動車用ダクト
【課題】安価な材料構成で、混合材料の種類を少なくした軽量で低温衝撃性の高い自動車用ダクトの提供を目的とする。
【解決手段】発泡性樹脂を押し出した発泡パリソンからブロー成形したダクト1において、0.95〜0.96の長鎖分岐構造を有し、メルトフローレイト(MFR)3〜7g/10分、溶融張力100〜250mNの高密度ポリエチレンである樹脂A60〜30重量部と、メルトフローレイト(MFR)0.3〜1.0g/10分の高密度ポリエチレンである樹脂B40〜70重量部を混合した混合樹脂100重量部に、化学発泡剤を1〜3重量部添加した発泡性樹脂を用いた。
(もっと読む)
1 - 20 / 75
[ Back to top ]