
国際特許分類[B23F23/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 歯車またはラックの製造 (592) | 歯切盤と結合されるかまたは組み込まれる付属品または装置,または歯切盤の一部を形成するために特に考案された付属品または装置 (119)
国際特許分類[B23F23/00]の下位に属する分類
工作物用の供給または把持装置 (26)
割出し機構 (8)
動力伝達または割出し機構中の不規則性を補償するための装置 (5)
其の他の装置,例.工具ホルダ;歯切り装置中での工作物を制御するための検査装置 (60)
国際特許分類[B23F23/00]に分類される特許
1 - 10 / 20
歯車製造方法及びホブ盤
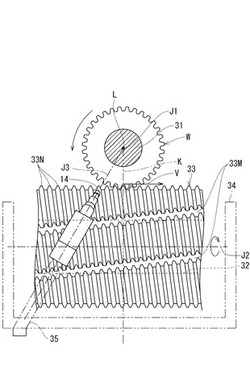
【課題】油水ミストによる潤滑でホブやワークへの切削屑の圧着または固着を防ぐことが可能な歯車製造方法及びホブ盤を提供する。
【解決手段】本発明の歯車製造方法では、潤滑油の油膜で覆われた水粒群からなる油水ミストを吐出する油水ミスト生成ノズル10の位置を、ワーク回転軸J1とホブ回転軸J2とに共に直交する基準線Kに対して、ワークWの被切削位置における周速Vの方向の後側でホブ33より上方となる位置に保持しかつ、油水ミスト生成ノズル10の姿勢を、先端下がりでかつその先端のミスト吐出口14がワークWの回転中心側を向いた姿勢に保持して、油水ミストをワークWに向けて吹き付けながらホブ加工する。
(もっと読む)
歯車研削盤の位相合わせ装置及び方法

【課題】歯合わせの精度が高く、かつ、自動で行える歯車研削盤の位相合わせ装置及び方法を提供する。
【解決手段】歯溝内に砥石を所定量移動し(S3)、砥石を低速で回転させながら(S4)、テーブルを時計回り方向へ回転させ(S5)、歯溝の右歯面が砥石に接触したら、そのときのテーブルの回転軸座標を右歯面の座標値として記憶し(S6)、砥石の回転を停止した場合、再び砥石を低速で回転させながら(S7)、テーブルを反時計回り方向へ回転させ(S8)、歯溝の左歯面が砥石に接触したら、そのときのテーブルの回転軸座標を左歯面の座標値として記憶し(S9)、右歯面の座標値と左歯面の座標値の中間の位置へテーブルを回転させる(S10)。
(もっと読む)
歯車研削方法
【課題】砥石の初回切り込み位置を適切に設定することにより、加工精度の向上を図ることができる歯車研削方法を提供する。
【解決手段】ワークWのワーク回転軸C周りの回転と、砥石15におけるX軸方向への切り込み及びZ軸方向への送りとを制御することによって、当該ワークWを砥石15により研削する歯車研削方法において、ワークWの所定の歯Waの左歯面WL上及び右歯面WR上に測定点P1〜P9を格子状に設定し、測定点P1〜P9におけるワーク回転軸C周りの回転位相を検出し、検出されたそれらの回転位相に基づいて、基準インボリュート左右両歯面と測定点P1〜P9及びこれと対応した対応点Q1〜Q9との間の歯厚の偏差量eを求め、最も大きな偏差量eに基づいて、砥石15の初回切り込み位置X1を設定する。
(もっと読む)
歯車加工機械
【課題】簡素な構成で、且つ、高精度に、歯車の加工を行うことができる歯車加工機械を提供する。
【解決手段】研削を行うに先立って歯合わせ動作を行う歯車研削盤において、ワーク加工位置P2のワークW1を回転させるワーク加工用回転軸22と、ワークW1を保持するテールストック50をワーク交換位置P1側とワーク加工位置P2側との間でワーク旋回軸C2周りに旋回させると共にワーク旋回軸C2方向に移動可能に支持するワーク旋回装置30と、テールストック50のワークW1を回転させる歯合わせ用回転軸52と、歯合わせ用回転軸52によって回転したワークW1の回転位相を検出する歯合わせ用センサ43とを備え、テールストック50のワークW1をワーク加工位置P2に配置する前に、歯合わせ用センサ43の検出結果に基づいて、ワークW1がねじ状砥石16と噛み合い可能な回転位相となるように、ワーク歯合わせ用回転軸52の回転を制御する。
(もっと読む)
ワークピースのハードフィニッシュを行うためのハードフィニッシュ加工機
【課題】ハードフィニッシュ加工機における冷却潤滑剤の供給条件を自動的に調節する。
【解決手段】ハードフィニッシュ加工機は、ワークピース2とハードフィニッシュ工具3,4との間の加工領域に冷却潤滑剤を供給するための冷却潤滑剤供給手段を備え、最適化された冷却潤滑剤供給条件であらゆる可能な工具と方法とを組み合わせて作動するために、冷却潤滑剤供給手段9は、冷却潤滑剤の流れのための少なくとも1つの開口部を有する少なくとも1つの第1の冷却潤滑剤ノズル9’と、冷却潤滑剤の流れのための少なくとも1つの開口部を有する少なくとも1つの第2の冷却潤滑剤ノズル9”とを備え、2つの冷却潤滑剤ノズル9’,9”は、ツールスピンドル5の回転軸6の方向Yにおいて相互に相対移動可能に配置される。
(もっと読む)
ワークピースのハードフィニッシュを行うためのハードフィニッシュ加工機
【課題】ハードフィニッシュ加工機における冷却潤滑剤の供給条件を自動的に調節する。
【解決手段】ハードフィニッシュ加工機は、ワークピースとハードフィニッシュ工具との間の加工領域に冷却潤滑剤を供給するための冷却潤滑剤供給手段9を備え、最適化された冷却潤滑剤供給条件であらゆる可能な工具と方法とを組み合わせて作動するために、冷却潤滑剤供給手段9は、少なくとも1つのノズル要素10を備え、ノズル要素10は、流路出口開口部13,14をそれぞれ有する少なくとも2つのノズルチャンバ11,12を備え、少なくとも2つの流路出口開口部13,14は、ツールスピンドルの回転軸の方向Yにおける同じ作動位置に配置され、ノズル要素10は、ツールスピンドルの回転軸に垂直な面内で移動可能である。
(もっと読む)
ワークピースのハードフィニッシュを行うためのハードフィニッシュ加工機
【課題】ハードフィニッシュ加工機における冷却潤滑剤の供給条件を自動的に調節する。
【解決手段】ハードフィニッシュ加工機は、ワークピースとハードフィニッシュ工具との間の加工領域に冷却潤滑剤を供給するための冷却潤滑剤供給手段9を備え、最適化された冷却潤滑剤供給条件であらゆる可能な工具と方法とを組み合わせて作動するために、冷却潤滑剤供給手段9は、少なくとも1つのノズル要素10を備え、ノズル要素10はノズルチャンバ11を備え、ノズルチャンバ11は、冷却潤滑剤用の流路出口開口部14を規定する2つの対向する壁要素12,13により限定され、壁要素12,13の少なくとも一方は、流路出口開口部14を変化させるように移動可能に配置される。
(もっと読む)
内歯車ワーク位置決め用治具
【課題】比較的簡易な構成にて、内歯車ワークの芯出しを行うことができると共に、内歯車ワークの加工処理で生じる切粉に起因した当該内歯車ワークの位置決め精度の低下を回避できる内歯車ワーク位置決め用治具を提供することにある。
【解決手段】内歯車ワーク101の一側面101bの取付け位置を規制する基準面51aを水平に設けた取付台51と、基準面51aに対して内歯車ワーク101をその反対側の上面101cから押圧固定するクランプ装置52と、内歯車ワーク101の内側において放射方向に拡開して内歯車ワーク101の歯溝101aに係合して芯出しする芯出し具20と、芯出し具20を支持する支持具30と、支持具30に設けられ、芯出し具20を、内歯車ワーク101の芯出しを行う位置と内歯車ワーク101の上方の退避位置との間で移動させる芯出し具移動装置40とを具備する。
(もっと読む)
歯車加工方法
【課題】複数の加工工程で被削歯車を加工する場合であっても、被削歯車と加工工具とを短時間に効率的に噛合いさせることができ、生産効率を一層向上させることができる歯車加工方法を提供する。
【解決手段】この歯車加工方法では、自立駆動する複数のカッタであるフレージングカッタ18やシェービングカッタ20を順次使用して、複数の加工工程で被削歯車14を加工する。先ず、被削歯車14を非自立駆動で支持軸236a、236bで軸支して、第1のカッタであるフレージングカッタ18の加工歯32a、32bと前記被削歯車14の歯26とを噛合わせて該歯26を加工する第1加工工程を行う。次に、前記第1加工工程での加工歯32a、32bと歯26との間でのセッティングデータを利用して、第2のカッタであるシェービングカッタ20の加工歯44と歯26とを噛合わせる噛合工程を行った後、シェービングカッタ20により被削歯車14を加工する第2加工工程を実施する。
(もっと読む)
内歯車研削盤
【課題】ドレッシング動作を簡素にすることにより、省スペース化を実現して、機械の小型化を図ることができると共に、停電等の異常事態が発生しても、工具の破損を防止することができる内歯車研削盤を提供する。
【解決手段】ワークWと樽形のねじ状砥石17とを噛み合せて同期回転させることにより、ワークWに研削加工を行う内歯車研削盤において、ねじ状砥石17とディスクドレッサ56と噛み合せることにより、ねじ状工具17をドレッシングするドレッシング装置20を備え、ドレッシング時において、ねじ状砥石17のねじれ角及び樽形形状に応じて、ねじ状砥石17及びディスクドレッサ56を動作させると共に、ブレーキ機構58によって、ドレッサ旋回駆動用モータ53に制動力を付与して、ディスクドレッサ56をその旋回位置で保持可能とする。
(もっと読む)
1 - 10 / 20
[ Back to top ]