
国際特許分類[B29C41/38]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型,コアまたはその他の基体を被覆することによる成形,すなわち.材料を付着し成形品を剥離することによる成形;そのための装置 (2,096) | 構成部品,細部または付属装置;補助操作 (540) | 型,コアまたはその他の基体 (127)
国際特許分類[B29C41/38]の下位に属する分類
型 (62)
国際特許分類[B29C41/38]に分類される特許
1 - 10 / 65
環状バンドの移動方向制御装置、環状バンドの移動方向制御方法、流延設備、及び溶液製膜方法
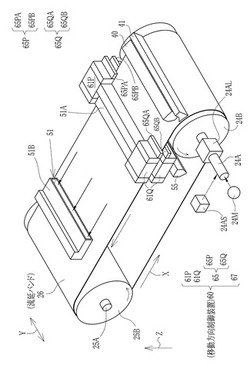
【課題】環状バンドの移動方向を容易に制御する。
【解決手段】環状の流延バンド26は、テンションがかかった状態で水平ローラ24、25に掛け渡される。水平ローラ24は、モータ24Mにより、回転する。流延バンド26は、水平ローラ24、25の周りに形成された移動路を、循環移動する。水平ローラ24と水平ローラ25との間には、流延バンド26のY方向一端部を冷却する冷却部61Pと、流延バンド26のY方向他端部を冷却する冷却部61Qとが設けられる。また、制御ユニット67は、検知センサ65PB・65QBにより、流延バンド26が移動路から外れた方向を検知する。更に、制御ユニット67は、流延バンド26のうち移動路から外れた方向の端部を、外れた方向と反対側の端部よりも優先的に冷却する。
(もっと読む)
光学フィルムの製造方法、光学フィルム、偏光板及び液晶表示装置

【課題】フィルムが破断し、延伸区間内にあるフィルムが延伸区間内に配置した加熱装置に接触した場合でも、加熱装置に残ったフィルム付着物の溶融物が製造再開後のフィルムに落下することを防止する。
【解決手段】光学フィルムの製造方法は、フィルムFを搬送しつつ加熱ロール32と延伸ロール33とでロール間延伸する工程と、搬送経路上にあるフィルムFの破断を検知する工程と、フィルムFの破断を検知したときは、光学フィルムの製造再開前に、加熱ロール32と延伸ロール33との間の延伸区間内に配置された加熱装置37を清掃する工程とを有する。
(もっと読む)
パウダースラッシュ成形装置のシール構造
【課題】主に、簡単な構成で金型との間の隙間をなくすと共にシール力を均一化し得るようにする。
【解決手段】パウダースラッシュ成形装置11を構成するリザーバ容器13の開口縁部13aに、金型14に当接してシール可能なシール材16が取付けられたパウダースラッシュ成形装置11のシール構造に関する。そして、シール材16の金型14に当接する部分に、内部に流体を注入することによって風船状に膨らませることのできる膨張可能部25を設けるようにしている。
(もっと読む)
開口部の多い物の内面樹脂被膜形成法
【課題】 流動樹脂粉を使い、開口部が3ヶ所以上ある物を、回転せずに内面に樹脂被膜を形成し、残留樹脂の掃除ができる実用的な方法を得ること。
【解決手段】 開口部の1ヶ所に入口管と出口管を接続し、他の開口部には出口管を接続して、流動樹脂粉を流し内面に樹脂被膜を形成する。
均一な厚さの樹脂被膜を得るために、各開口部から出口管に流れる管路に流量調節弁を設けて流動樹脂粉の流量を調節する。
出口管へ流れた流動樹脂粉は、集塵機で樹脂粉と空気に分離して回収する。
樹脂被膜が形成されたならば流動樹脂粉の流れを止め、今度は空気を入口管から吹込んで残留樹脂粉を掃除する。樹脂粉の堆積がある場合は、これを吹飛ばす空気の吹込管を出口管に設けて堆積樹脂粉を掃除する。
(もっと読む)
成形金型ユニット及び成形金型ユニット用熱風発生機
【課題】成形金型ユニットを小さくして繊維集合体の加熱成形の処理も行い易いようにする。
【解決手段】キャビティ20内に熱風を通過させてキャビティ20内に充填した繊維集合体を熱風によって加熱成形する成形金型2と、この成形金型2を内部で保持するケース3とを備え、成形金型2は、当該成形金型2の外壁とケース3の内壁とを離して保持され且つケース3の一方側は閉鎖されると共に他方側が開放されることで、他方側から供給された熱風が成形金型2を通って他方側に戻る熱風循環路Uがケース3内に形成されている。
(もっと読む)
成形型
【課題】プリプレグを積層した積層体を硬化させる際にしわが生じにくい成形型を提供する。
【解決手段】成形型100は、プリプレグを積層した円筒形状の積層体を硬化させる際に使用する成形型であって、積層体の内側に位置する芯型10と、積層体30の外側に位置し、複数の部分表面型21〜27からなる表面型20と、を備えている。各部分表面型21〜27は、積層体の周方向に並んで外周面全体を覆うとともに、周方向を繊維方向とする繊維の量と軸方向を繊維方向とする繊維の量が異なる繊維強化樹脂によって形成されており、各部分表面型21〜27は、軸方向に比べて周方向における熱膨張率が芯型10の熱膨張率に近くなるように構成されている。
(もっと読む)
有孔コールシートを使用した複合パーツの樹脂注入
【課題】繊維構成要素の領域全体の樹脂の供給の最適化を可能にすることにより、構成要素の特定領域への樹脂の供給量を制御すると同時に、剥離層の必要を除去できる、樹脂注入の方法及び装置が必要である。また、パーツに跡を残すことなく、注入される構成要素の上に直接樹脂供給のハードウェアを位置づけすることにより、工具の適応性を向上させると同時に滑らかに仕上がった硬化パーツを提供する樹脂注入装置も必要である。
【解決手段】樹脂が注入された複合パーツは、パーツ全体の樹脂の流れを最適化し、複雑なパーツに対して簡素化された工具及び消耗品の構成を可能にすると同時に、滑らかな空気力学的コール側面又はバッグ側面仕上がりを達成するために、孔を有するコールシートを使用して製造される。
(もっと読む)
シームレスベルトの製造装置およびシームレスベルトの製造方法
【課題】シームレスベルトの厚さ精度のばらつきを抑制できるシームレスベルトの製造装置およびシームレスベルトの製造方法を提供する。
【解決手段】円筒状金型1の内面に樹脂溶液が展開された円筒状金型1を回転させて塗膜を均一化するシームレスベルトの製造装置であって、円筒状金型1の両端部を固定する、当該円筒状金型1と同芯上に対向一対に配置される一対の固定手段と、固定手段を円筒状金型1端部に固定するように、円筒状金型1の軸方向に進退可能に移動させる進退駆動手段と、固定手段をその軸回りに回転させる回転駆動手段とを有し、円筒状金型1の回転は、一対の固定手段で円筒状金型1の両端部を固定し、固定手段を回転駆動手段で回転させて、当該円筒状金型を回転させることを特徴とする。
(もっと読む)
乾燥装置及び溶液製膜方法
【課題】従来よりも幅が広い光学フィルムを効率よく製造する。
【解決手段】バンド91は、帯状の中央部91cと中央部91cの幅方向両側に配された帯状の側部91sとからなる。中央部91c及び側部91sの溶接部91wは、表面91aから露出する。流出口133aから移動状態のバンド91の表面91aに向けてドープが流出する。表面91a上では、ドープからなる流延膜136が、溶接部91wを覆うように形成される。ダクトから流延膜136に向けて乾燥風が送り出される。乾燥風との接触により流延膜136から溶剤が蒸発する。ノズル151は、裏面91b側から溶接部91wへ加熱風150をあてる。加熱風150により、表面91a上の流延膜から溶剤が蒸発する。剥取ローラは、流延膜136をバンド91から剥ぎ取ってフィルムとする。
(もっと読む)
複合材成形型及びその製造方法
【課題】オートクレーブの大きさによらずに製造可能な複合材成形型の製造方法を提供することを目的とする。
【解決手段】コア材2の上面3を被成形体形状に対応する形状に加工するステップと、コア材2の他のコア材2と対向する側面4に段5a,5bを形成するステップと、コア材2の表面に未硬化の複合材料を積層して硬化させて複合材層8を形成するステップと、側面4に直交するコア材2の他の面にある複合材層8に、テーパー部10を形成するステップとを含む構成部材1a,1bを作成する工程と、側面4に接着剤を塗布し、構成部材同士を結合する工程と、テーパー部10に未硬化の複合材料を積層し、該複合材料上に熱源16を配置して複合材料を硬化させる工程と、結合された構成部材1a,1bの表面を研磨処理する工程とを備える複合材成形型の製造方法。
(もっと読む)
1 - 10 / 65
[ Back to top ]