
国際特許分類[B29C49/68]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | 構成部品;細部または付属装置;補助操作 (1,015) | プリフォーム,パリソンまたはブロー成形品の加熱または冷却 (177) | 特にプリフォームまたはパリソンを加熱するためのオーブン (29)
国際特許分類[B29C49/68]に分類される特許
1 - 10 / 29
コールドパリソン方式による軟質樹脂用ブロー成形方法
【課題】 軟質樹脂中空成形体を精度良く簡単にブロー成形することができるコールドパリソン方式による軟質樹脂用ブロー成形方法を提供する。
【解決手段】 軟質樹脂からなるパリソンを、加熱槽内でブロー成形可能な温度に再加熱して軟化させた状態とし、その両端部にプラグを装着したうえでブロー成形型の内部に挿入して型締めを行った後、プラグを介してパリソンの内部に圧力空気を送り込むことで、軟質樹脂からなるパリソンを所定形状の中空成形体に成形する方法であり、パリソン1を再加熱して軟化させた状態とする際、パリソン1の内部には、少なくとも表面部分4がフッ素樹脂からなる保持棒2を挿入するとともに、パリソン1の両端部には、ブロー成形可能な温度における耐熱性を有する硬質材料からなる治具5を取り付けておき、パリソン1を再加熱して軟化させた状態とした後は、パリソン1の両端部に治具5を取り付けたままの状態でプラグを装着する。
(もっと読む)
ブロー成形装置

【課題】肉厚の厚いプリフォームを高い延伸倍率で延伸ブロー成形して大型のボトルを製造できる小型・コンパクトで生産効率の良いブロー成形装置を提案すること。
【解決手段】ブロー成形装置1は、同一平面上に配置した第1〜第4直線搬送路11〜14から構成した矩形の循環路6に沿ってプリフォーム2を倒立状態で搭載しているキャリア7を搬送する。第1、第2直線搬送路11、12には第1加熱部17、第2加熱部18が配置されており、肉厚の厚いプリフォーム2を外部加熱、内部加熱することにより均一に加熱することができる。加熱後のプリフォーム2は第3直線搬送路13上の第1処理部19において延伸ブローされて中間成形品4とされ、中間成形品4は第2処理部20において延伸ブローされて最終製品であるボトル3が得られる。延伸ブロー成形を二段階に分けることにより、過剰な引張応力を伴うことなく大型のボトル3が得られる。
(もっと読む)
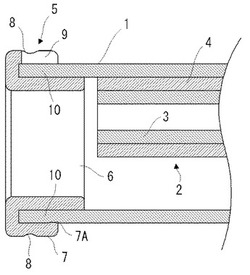
ジョイントブーツの製造方法
【課題】パリソンの加熱工程における温度ムラを低減して、蛇腹部の肉厚制御を容易にする。
【解決手段】大径側取付部3に対応する第1パリソン部分61と、小径側取付部4に対応する第2パリソン部分62と、両者を連結する非蛇腹状をなす第3パリソン部分63とを備えるパリソン6を射出成形した後、第3パリソン部分のみを径方向外方側からヒータ87で加熱し、その後、ブロー工程において蛇腹部5を成形するジョイントブーツの製造方法において、加熱工程で用いるヒータ87は、複数の発熱体89をパリソンの軸方向Xに並べて設けたものであって、ヒータ87と第3パリソン部分63との間の空間を軸方向Xで複数に区画する遮蔽板90を設ける。
(もっと読む)
光線を閉じ込めるロック室を装備した、中空体半製品の光線による処理ユニット
合成樹脂材料製中空体の半製品(2)の処理ユニット(1)であり、本処理ユニットは、中で半製品(2)が長手方向に走行する筐体(13)と、筐体(13)の少なくとも片側に配置される複数の電磁光線源(15)と、筐体(13)に隣接する少なくとも1つのロック室(16)とを備え、ロック室は、電磁光線を通さず、半製品(2)の行程と局地的に重なる軌道を回る可動式防護板を装備し、2枚の防護板(41)が、2枚ごとに、少なくとも1つの半製品(2)の受容領域(43)を規定する。 (もっと読む)
近赤外線ヒータとプリフォームの加熱方法
【課題】 本発明は、プリフォームに対する近赤外線ヒータ単体での加熱効率を高めることにより、少ない消費電力で効率よくプリフォームを所望する温度まで加熱できるようにすることを目的とする。
【解決手段】 被覆形成したホワイトコート8により開口部9を残存形成した近赤外線ヒータ1において、開口部9の開口角10を120°±10°に設定規制することにより、一定レベル以上の加熱効率のアップを得、これによりプリフォームPを壜体に2軸延伸成形ブロー成形する際の、大幅な消費電力の低減化を得る。
(もっと読む)
プレフォームを加熱する方法
本発明は、半径R、材料厚t及び材料吸収スペクトルにより特徴づけられるプレフォーム1を加熱する方法を説明する。当該方法は、所望の温度プロフィールTdに依存して、プレフォームの半径R及び材料厚tに基づいてプレフォーム1に対する所望の実効吸収係数αeffを選択するステップと、実効吸収係数αeffを満たすための吸収スペクトルの吸収係数に基づいて編集される波長スペクトルを持つ放射線を有するレーザ放射ビームLを生成するステップと、プレフォーム1を加熱するためにレーザ放射ビームLをプレフォーム1に向けるステップとを有する。本発明は、更にプレフォーム加熱システム10のレーザ放射生成ユニット9を制御するための駆動装置7及びプレフォーム加熱システム10を説明する。  (もっと読む)
(もっと読む)
換気プレナムを有するプリフォームの熱的な条件付けのためのオーブン
【課題】空気分配チャンバを有するプリフォームの熱的な条件付けのためのオーブンを提供する。
【解決手段】熱可塑性樹脂製プリフォームを加熱するオーブン10は、空気吸入口ポート22aを有する空気吸入口ゾーン16aとプリフォームを加熱するためのゾーン16bから構成される。空気吸入口ゾーン16aは、複数の換気モジュール36及び空気吸入口ポート22aとの間に挿入された、空気分配チャンバ18(プレナム18と呼ばれる)を有し、プリフォームを加熱するゾーン16bは、吸入口ゾーン16aから来る空気の流れAをプリフォームへ導く換気モジュール36ゾーンと空気抽出ダクト68を有する空気抽出ゾーン16cとから構成され、プリフォームを冷却するための空気の流れAによって、最も冷たいゾーンから最も熱いゾーンへの熱勾配に従って、各ゾーンを通って上方向に、生じる。
(もっと読む)
底付き筒状容器の製造方法
【課題】延伸ブロー成形により製造されるカップ状容器の薄肉、軽量化を実現すること。
【解決手段】延伸ブロー成形によりカップ状容器1を製造するために用いる熱可塑性樹脂からなる板状プリフォーム10は、板状体部分12と、この外周縁部分に形成したフランジ13とを備えている。板状体部分12は延伸ブローされてカップ状容器1の容器本体部2になる延伸部分であり、フランジ13は延伸ブローされることなく、そのままカップ状容器1の容器口部3になる非延伸部分である。板状体部分12の表面12aは平坦面であり、その裏面12bは中央が最大肉厚となる凸状の曲面によって規定されている。板状プリフォーム10は立体的な形状ではないので、肉厚を薄くしても加熱時に延伸ブロー成形に支障を来すような変形が発生しない。よって、板状プリフォーム10を薄肉化して軽量なカップ状容器1が得られる。
(もっと読む)
熱可塑性材料で作られたプリフォームの熱的調整のための改良された炉
本発明は、熱可塑性材料で作られたプリフォームの熱的調整のための炉(10)に係る。この炉は、少なくとも一つの冷却回路(16)と、加熱領域(16b)と、空気抽出領域(16c)と、を有し、前記冷却回路は、空気流れ循環を使用し、順を追って上流側から下流側へ、少なくとも一つの冷却空気吸入領域(16a)を通って延び、前記加熱領域の中に、プリフォーム加熱手段(22)が設けられ、冷却空気流れが換気手段により発射され、前記空気抽出領域に、少なくとも一つの空気抽出ダクト(42)が接続されている。この炉の特徴は、当該炉が、閉じ込めハウジングを有し、この閉じ込めハウジングは、前記空気抽出ダクトから少なくとも前記加熱領域まで延び、空気中の汚染粒子による当該炉の内側の汚染を防止するため、当該炉の外側から、少なくとも前記加熱領域を絶縁することが可能であることにある。 (もっと読む)
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。熱可塑性材料から成るパリソンを、加熱区間領域の搬送経路に沿って熱コンディショニングする。次に、パリソンを、ブロー成形型(4)内部でブロー圧の作用によって容器に成形する。加熱要素は加熱制御部に接続され、該加熱制御部は、前記加熱要素が時間的にほぼ一定の熱出力で作動するように制御特性を有している。延伸装置(11,12,13)は延伸制御部に接続され、該延伸制御部は、ブロー成形装置の始動直後の延伸速度の制御が作動開始から時間的に間隔をおいた1つの生産段階での延伸速度の制御とは異なって設定されるような制御特性を有している。  (もっと読む)
(もっと読む)
1 - 10 / 29
[ Back to top ]