
国際特許分類[H01T13/36]の内容
電気 (1,674,590) | 基本的電気素子 (808,144) | スパークギャップ;スパークギャップを用いる過電圧避雷器;スパークプラグ;コロナ放電装置;密閉されない気体中へ導入されるイオンの発生 (4,061) | スパークプラグ (1,495) | 電極または絶縁体の形状に特徴のあるもの (1,038) | 絶縁体と本体との間の結合に特徴のあるもの,例.セメントを使用するもの (62)
国際特許分類[H01T13/36]に分類される特許
1 - 10 / 62
点火プラグ
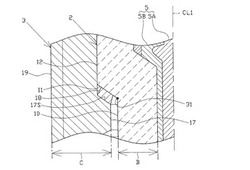
【課題】小径化された点火プラグにおいて、脚長部及びテーパ部の境界における絶縁体の割れをより確実に防止し、優れた耐久性を実現する。
【解決手段】点火プラグ1は、絶縁碍子2と、主体金具3とを備える。絶縁碍子2は、先端部に位置する脚長部10と、脚長部10の後端から後端側に延び、後端側に向けて拡径するテーパ部11とを具備する。主体金具3は、径方向内側に突出し、テーパ部11が係止される係止面17Sを有する段部17と、段部17の外周側に位置する雄ねじ部19と
を具備し、雄ねじ部19のねじ径がM12以下とされる。脚長部10とテーパ部11との境界を通り軸線CL1と直交する断面における、絶縁碍子2の断面積をB(mm2)とし、係止面17Sの先端を通り軸線CL1と直交する断面における、主体金具3の断面積をC(mm2)としたとき、2.80≦C/B≦3.50を満たす。
(もっと読む)
スパークプラグ

【課題】スパークプラグにおいて、絶縁体の肉厚を厚くすることなく、耐電圧性を向上させる。
【解決手段】スパークプラグであって、軸線を含む断面において、段部のうち、主体金具の内径が縮小して形成されている後端側段部と、主体金具の内径が略一定の径を保持して形成されている中央段部とが接続する接続点をAとし、パッキンが接続点Aに接し、パッキンの先端部が接続点Aよりもスパークプラグの先端側に位置し、接続点Aを基準として、軸線方向に垂直に引いた仮想直線上において、パッキンが存在する部分の長さをL1[mm]、主体金具の接続点Aから絶縁体までの間の距離をL2[mm]としたとき、0.01≦L1/L2≦0.5の条件を満たすことを特徴とする。
(もっと読む)
アンダーカットを有する絶縁体を備えた点火プラグ
【課題】絶縁体に対する負荷を低減した内燃機関用の点火プラグを提供する。
【解決手段】一端に中心電極チップ28を有し、他端に近接した端子を有する細長い中心電極と、中心電極を実質的に取り囲む絶縁体14であって、絶縁体14の外面に形成されたチャンネルを有する絶縁体14と、絶縁体14を取り囲む外側シェル16であって、留めナット部分および留めナット部分から延在する遠位末端を有し、外側シェル16の遠位末端が、外側シェル16のチャンネルに収容されて、これと係合するように位置合わせされる外側シェル16とを有する。
(もっと読む)
点火プラグ、及び、点火装置
【課題】点火プラグに高周波電力が供給される際の電力損失を低減できる技術を提供することを目的とする。
【解決手段】点火プラグは、軸線方向に貫通する軸孔を有する筒状の絶縁碍子と、軸孔の先端側に配置された中心電極と、軸孔のうち中心電極よりも後端側に配置されると共に中心電極と電気的に接続され、外部から高周波電力が供給される端子金具と、絶縁碍子の周囲を囲むように配置された主体金具と、主体金具に電気的に接続され、高周波電力が端子金具に供給されることで中心電極との間でプラズマを発生させる接地電極と、を備える。軸孔の内面の少なくとも一部は、金属コーティングが形成されており、中心電極が金属コーティングと電気的に接触し、端子金具が中心電極よりも後端側の位置で金属コーティングと接触する。
(もっと読む)
かしめ装置およびかしめ方法
【課題】スパークプラグの絶縁碍子に取付金具をかしめ固定する際に、包みかしめと熱かしめを同一装置で実施可能として、加工に要する時間を短縮し、生産性を向上させる。
【解決手段】スパークプラグ1の絶縁碍子11の外周に取付金具12を配置して、下型2に保持し、包みかしめ上型3に対向させる。ワークアプローチ機構6により、スパークプラグ1を高速駆動して包みかしめ上型3に近接させ、加圧機構5を用いて取付金具12の上端開口縁部を加圧し、包みかしめ部12aを形成する。加圧機構5の加圧力を減圧し、ワーククランプ機構7により、取付金具12の側面に当接させた横電極4と下型2との間に電流を印加して、熱かしめ部12bを形成する。
(もっと読む)
かしめ方法およびかしめ装置
【課題】スパークプラグの絶縁碍子に取付金具をかしめ固定する際に、包みかしめと熱かしめを同一装置で実施可能として、加工に要する時間を短縮し、生産性を向上させる。
【解決手段】スパークプラグ1の絶縁碍子11の外周に取付金具12を配置して、下型2に保持し、対向配設した包みかしめ上型3を下降させる。取付金具12の上端開口縁部を加圧し、包みかしめ部12aを形成した後、加圧力を変更し、取付金具12の側面に横電極4を密接させて下型2との間に電流を印加し、熱かしめ部12bを形成する。
(もっと読む)
スパークプラグの製造方法
【課題】 別のスパークプラグの充填材層の形成に使用されなかった不使用粉末を再利用することにより、原料費用及び不使用粉末の廃棄費用を削減することのできるスパークプラグの製造方法を提供すること。
【解決手段】 このスパークプラグの製造方法は、貫通孔を有する主体金具と前記貫通孔内に保持される絶縁体とを有し、前記貫通孔の内周面と前記絶縁体の外周面とに囲まれる空間に滑石を含む充填材層を有するスパークプラグの製造方法であって、前記充填材層は、別のスパークプラグの充填材層を形成する工程において、滑石とバインダとを混合する混合工程を経た後に前記別のスパークプラグの充填材層の形成に使用されなかった不使用粉末が利用されることを特徴とする。
(もっと読む)
スパークプラグの製造方法
【課題】 絶縁体の欠陥の有無を判別することにより、耐電圧性能を有する絶縁体を備えたスパークプラグを提供することのできるスパークプラグの製造方法を提供すること。
【解決手段】 この発明のスパークプラグの製造方法は、前記中心電極と前記主体金具と前記絶縁体とが組み付けられた組付体を耐圧容器の内部に配置し、前記耐圧容器内の圧力が大気圧よりも高圧雰囲気にされるとともに、絶縁油の存在可能とする空間が前記パッキンと前記主体金具と前記絶縁体と前記主体金具の先端面を含む仮想平面とで囲まれる空間であって、少なくとも前記棚部と前記絶縁体との距離が最短となる部位に前記絶縁油が存在する状態下に、前記中心電極と前記主体金具との間に電位差を生じさせて、前記絶縁体の欠陥の有無を判別する欠陥判別工程を備えることを特徴とする。
(もっと読む)
スパークプラグ
【課題】主体金具の内周と絶縁碍子の外周と加締め部とパッキンとで囲まれた空間において、主体金具の腐食を抑制する。
【解決手段】棒状の中心電極と、略筒状に形成され軸線方向に延びる貫通孔を有し、中心電極を貫通孔の先端側に備えると共に、先端側に行くにつれ径が縮小する支持部を有する絶縁碍子と、略筒状に形成され絶縁碍子を内挿し内周に形成された段部に支持部が後端側から係止された状態で絶縁碍子を保持する主体金具と、支持部と段部との間に密着して介在する環状のパッキンと、を備え、主体金具の後端部が加締められて加締め部が形成されることで絶縁碍子と主体金具が組付けられたスパークプラグであって、パッキンと加締め部と絶縁碍子の外周と主体金具の内周との間に形成された空間において主体金具に接して配置され、主体金具よりも標準電極電位が低い部材を含む1つ以上の犠牲防食部を備える。
(もっと読む)
スパークプラグの製造方法
【課題】滑石押圧工程において、絶縁碍子や主体金具の径方向に沿った移動を抑制し、絶縁碍子の軸線と主体金具の中心軸との軸ずれ等を効果的に抑制する。
【解決手段】スパークプラグ1は、絶縁碍子2と、鍔部16を有する主体金具3と、絶縁碍子2及び主体金具3間に充填された滑石25とを備える。スパークプラグ1の製造方法は、滑石押圧工程を含み、滑石押圧工程では、受台31と、絶縁体ガイド35と、金具ガイド33と、滑石プレス治具42と、プレス治具ガイド43とを備えた滑石プレス装置51が用いられる。前記滑石押圧工程では、金具ガイド33により鍔部16の先端面を受台31から浮かせた状態で、滑石プレス治具42を主体金具3側へと移動させ、プレス治具ガイド43の先端部と主体金具3の後端部との接触、鍔部16の先端面と受台31との接触、及び、滑石プレス治具42による滑石25の押圧をこの順序で行う。
(もっと読む)
1 - 10 / 62
[ Back to top ]