
三菱マテリアル株式会社により出願された特許
171 - 180 / 4,417
アンテナ装置
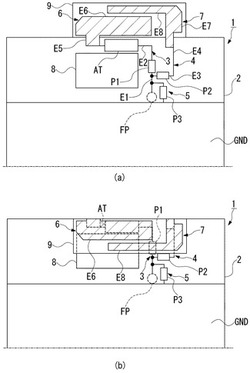
【課題】 複共振化した各共振周波数のフレキシブルな調整が可能で、小型化や薄型化が可能なアンテナ装置を提供すること。
【解決手段】 絶縁性の基板本体2と、基板本体にそれぞれ金属箔でパターン形成されたグランド面GND、第1エレメント3および第2エレメント4とを備え、第1エレメントが、グランド面側に配した基端に給電点FPが設けられて延在し、途中に誘電体アンテナのアンテナ素子ATが接続されていると共に先端に第1補助アンテナ部6が接続され、第2エレメントが、第1エレメントの基端側に接続されて延在し、途中に受動素子P2が接続されていると共に先端に第2補助アンテナ部7が接続され、第1補助アンテナ部と第2補助アンテナ部とが、可撓性の薄膜導体で形成されていると共に折り返されて基板本体の上方に該基板本体との間に間隔を空けて延在している。
(もっと読む)
アークイオンプレーティング装置

【課題】蒸発源の消耗に伴って変化する薄膜表面の平滑性変化を低減でき、蒸発源の利用効率を向上させることができるアークイオンプレーティング装置を提供する。
【解決手段】裏側リング状磁石17及び外側リング状磁石16の極性の向きは同一に設定され、中央磁石15の極性の向きは磁石16,17の極性の向きと逆に設定され、蒸発源5の直径をDとした場合に裏側リング状磁石17は、リング幅Wの中心位置Oが蒸発源5の端面からD/20の範囲内に配置されており、磁石15,16,17により蒸発源5の表面に生じる磁場の初期設定値は蒸発面の端面から内方にD/20の範囲の端部領域Eを除く内側領域C表面の磁束密度が7〜10mT、端部領域E表面の磁束密度が蒸発源中心部側から蒸発源端部まで連続的に増加し、端部領域E表面中心側が7〜10mT、端部領域E表面最端部が15mT以上、内側領域C表面の磁束密度の標準偏差が0.6以下に設定される。
(もっと読む)
はんだ粉末用洗浄剤及びはんだ粉末の製造方法
【課題】油中製造法等の液中製造法により造粉された粉末に好適な洗浄剤、及びその洗浄剤を用いて油中製造法等により高い清浄度ではんだ粉末を製造する。
【解決手段】液中ではんだ粉末を造粉する造粉工程と、該造粉工程で得られたはんだ粉末を洗浄剤にて洗浄する洗浄工程とを有し、その洗浄剤として、N−メチルピロリドン、2−ピロリドンジメチルスルホキシド、炭酸プロピレン、スルホラン、γ―ブチロラクトンの中から選ばれる一種以上の成分を含む洗浄剤を用いる。
(もっと読む)
トリクロロシラン製造装置
【課題】トリクロロシランの分解とポリマーの生成を抑制し、ポリマー除去作業の負担が少なく、トリクロロシランの回収率が高いトリクロロシラン製造装置を提供する。
【解決手段】反応ガスを流通させ、前記反応ガス流通方向上流側が下流側よりも高くなるように配列された複数の伝熱チューブと、前記伝熱チューブを収容して内部に冷却媒体を流通させる円筒状のシェルと、前記伝熱チューブの両端をそれぞれ保持しながら前記シェルの両端を閉鎖する上流側チューブプレートおよび下流側チューブプレートと、内部に冷却媒体を流通させる空間が形成された二重壁構造を有し、前記上流側チューブプレートの上流側を覆い前記伝熱チューブに連通する供給室を形成する上流側ドームと、前記下流側チューブプレートの前記反応ガス流通方向下流側を覆い前記伝熱チューブに連通する回収室を形成する下流側ドームとを有する一次冷却器を備えるトリクロロシラン製造装置。
(もっと読む)
耐熱性および耐摩耗性にすぐれた表面被覆切削工具
【課題】一般鋼、高硬度鋼等の高速切削加工で硬質被覆層がすぐれた耐熱性および耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に硬質被覆層を形成してなる表面被覆切削工具において、前記硬質被覆層が、0.5〜5μmの平均層厚を有し、かつ、組成式:(Al1−α−βCrαReβ)N(但し、αはCrの含有割合を示し、原子比で、0.25≦α≦0.55、βはReの含有割合を示し、原子比で、0.001≦β≦0.10である)を満足するAlとCrとReの複合窒化物層からなる表面被覆切削工具。
(もっと読む)
Cr含有銅合金線材の製造方法
【課題】Crを含有する銅合金からなるCr含有銅合金線材を、効率良く、かつ、安定して製出することが可能なCr含有銅合金線材の製造方法を提供する。
【解決手段】Crを0.2質量%以上1.5質量%以下の範囲で含む銅合金からなるCr含有銅合金線材の製造方法であって、銅原料を溶解してCrを0.2質量%以上1.5質量%以下の範囲で含む銅合金溶湯を生成する銅合金溶湯生成工程S01と、この銅合金溶湯を鋳型に導入して鋳造素線を連続的に製出する鋳造工程S04と、前記鋳造素線に対して伸線加工及び圧延加工のいずれか一方又は両方を実施する加工工程と、を有し、前記鋳造工程では、前記鋳造素線の導電率が60%IACS以下とされている。
(もっと読む)
固定部材解体システム、固定部材解体方法、およびプログラム
【課題】解体対象の解体作業における労力を軽減すること。
【解決手段】解体対象を撮像した撮像画像に基づき、前記解体対象を固定している固定部材を検出し、前記検出された前記固定部材の前記解体対象における位置を示す位置情報を取得する固定部材検出ユニットと、前記位置情報に基づき前記解体対象における前記固定部材の位置に前記固定部材による固定を解除させるための固定解除ツールを移動させ、前記固定解除ツールにより前記固定部材による固定を解除させる固定部材解体ユニットとを備えることを特徴とする。
(もっと読む)
ボーリングバー
【課題】防振性能を高めつつ、シャンク部と取り付け部との接合強度を十分に確保でき、高精度な切削加工が安定して行えるボーリングバーを提供すること。
【解決手段】軸状をなすシャンク部1と、鋼材からなり、シャンク部1の先端側に配置され、切れ刃2aを有する切削インサート2が着脱自在に装着されるインサート取付座3が形成された取り付け部4と、を備え、シャンク部1と取り付け部4とは、接着剤により互いに接着されており、シャンク部1の径方向のうち、インサート取付座3に装着された切削インサート2の切れ刃2aが取り付け部4の外面から突出する方向を工具幅方向とし、工具幅方向に垂直な方向を工具厚さ方向とした場合に、シャンク部1の接着面9は、工具厚さ方向に向けて凸状又は凹状に形成された被係合部11を有し、取り付け部4の接着面19は、被係合部11に対応する形状をなすとともに該被係合部11に係合する係合部21を有する。
(もっと読む)
クーラント穴付き穴加工工具
【課題】より少ないクーラント消費量およびクーラント供給圧でありながらも、ガイドパッドと加工穴の内周面との確実かつ効率的な冷却、潤滑を図る。
【解決手段】軸線O回りに回転される軸線Oを中心とした円柱軸状の工具本体1の先端部外周に切刃が設けられるとともに、工具本体1には、工具本体1の後端部から先端側に向けてクーラント穴12が穿設されており、このクーラント穴12は、工具本体1内で外周側に分岐する外周分岐穴12Bを経て再び先端側に向かうように延びて、切刃よりも後端側の工具本体1外周面に開口させられている。
(もっと読む)
耐摩耗性と切屑排出性にすぐれた表面被覆ドリル
【課題】炭素鋼の深穴加工に用いられた場合にもすぐれた耐摩耗性と切屑排出性を示し表面被覆ドリルの長寿命化を図る。
【解決手段】(1)ドリル基体の上に、平均層厚0.8〜5.0μmを有する(Ti1−x−yAlxSiy)(N1−zOz){ただし、原子比で、x=0.40〜0.70、y=0.01〜0.10、Z≦0.4}の成分系からなる複合酸窒化物層を被覆してなる表面被覆ドリルにおいて、該被覆層はドリル先端部からシャンクに向かって、酸素含有量が漸次増加しているとともに、(2)微細粒状晶組織から柱状晶組織へと平均長径が連続的に増加し、該結晶粒組織の平均アスペクト比は漸次増加しており、(3)平均表面粗さRaは漸次減少するため、切削衝撃によりクラックが誘発されるような、ドリル軸方向に沿って熱特性や機械特性が極端に変化する界面が存在しないことを特徴とする表面被覆ドリル。
(もっと読む)
171 - 180 / 4,417
[ Back to top ]