
Fターム[3C046EE12]の内容
バイト、中ぐり工具、ホルダ及びタレット (11,352) | チップのクランプ (335) | 穴なしチップのクランプ (125) | 上方からのクランプ (66)
Fターム[3C046EE12]の下位に属するFターム
チップとクランプ爪の接触部 (18)
Fターム[3C046EE12]に分類される特許
1 - 20 / 48
スローアウェイ式切削工具
【課題】インサートの着脱が容易にできるとともに、インサートを精度よく押圧固定することができるスローアウェイ式切削工具を提供する。
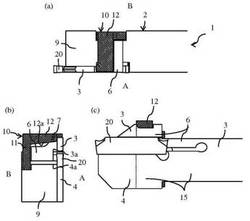
【解決手段】先端の一側方に上顎3と下顎4を設けてその間でインサート保持空間を形成するとともに、上顎3の後方に続く上顎連結部6の上面に配設された当接面7を備えたホルダ2と、インサート保持空間に差し込まれて固定されるインサート20と、側面部11がホルダ2の他側方にネジ止めされることによって、上部12が当接面7を押圧してホルダ2の上顎3が押圧されて、インサート保持空間に差し込まれたインサート20を押圧固定する押さえ金具10と、を具備しているスローアウェイ式切削工具1である。
(もっと読む)
切削工具

【課題】 効率的にクーラントを切刃部に導入することができるとともに、切屑排出性が良好なホルダ、およびこれを備えた切削工具を提供する。
【解決手段】 ホルダ20の先端に形成された長尺の挿入孔21内に、略棒状のシャンク部2と切刃部3とを有するインサート1を切刃部3が形成された端部の反対端側から挿入して、挿入孔21内に挿入孔21を横切るように設けられた位置決め部材22に線当たりするように当接させて位置決めされ、かつ、ホルダ20に螺合される10〜30′のクリアランスを有するネジ部材25の先端平面でシャンク部2の側面が面当たりとなるように当接されて固定されている切削工具1である。
(もっと読む)
切削アセンブリ
【課題】切削アセンブリを提供する。
【解決手段】工具ホルダは、ヘッド領域を下部セクションと上部セクションとに分離するスロットを含むヘッド領域を有し、下部座部及び上部セクションは切削インサートを保持する。ヘッド領域は、クーラント源からクーラントを収容するクーラント進入通路と、切削インサートに向かってクーラントを放出するクーラント供給通路を含む。ヘッド領域は、さらに、締結具を収容する締結具ボアを含む。締結具は、クーラント進入通路と、締結具と締結具ボアとの間のクーラント溜めとの間の流体連通を提供する軸方向締結具ボアを有する。クーラント供給通路は、クーラント進入通路から軸方向締結具ボアを通してクーラント溜め内に通過したクーラントを収容するためのクーラント溜めと連通する。
(もっと読む)
内径加工用チップおよび内径加工用切削工具
【課題】 安価に製造できて切刃チップのロウ付け強度も高い内径加工用切削工具を提供する。
【解決手段】 棒状の工具本体2と、工具本体2に下面が取り付けられ、工具本体2から側方へ突出した切刃を有する切刃チップ4と、を具備し、切刃チップ4の下面と上面の一部が工具本体2で挟まれており、切刃チップ4の下面および上面の一部が工具本体2にロウ付けされている内径加工用チップ1がホルダ100に装着した内径加工用切削工具Tである。
(もっと読む)
切削工具
【課題】 位置決め精度が良好で、かつ十分な剛性を有するインサートを提供する。
【解決手段】棒状をなし、シャンク部3と、シャンク部3の第1端Aおよび第2端Bのそれぞれに形成された切刃2と、第1端の切刃2Aに続くすくい面7A側を上側としたとき、第1端のすくい面7Aよりも下側で第2端の切刃2Bとシャンク部3との間に位置して第1端側の切刃2Aから離れるにつれて上側に傾斜する傾斜面9とを有するインサート1が、ホルダ10の先端に形成された棒状の挿入孔11内に第2端の切刃2B側から挿入されて、ホルダ10に設けられた位置決め部材12にて第2端の傾斜面9Bが線当たりとなるように当接された状態で第1端の切刃2Aで切削する。
(もっと読む)
インサートおよび切削工具
【課題】 位置決め精度が良好で、かつ十分な剛性を有するインサート、および粗加工および仕上げ加工を一回の切削工程でできる切削工具を提供する。
【解決手段】 棒状のシャンク部2と、シャンク部2の端部に突出する柄部5(5A、5B)と、柄部5(5A、5B)の先端部に設けられた押し加工用切刃3(3A、3B)および引き加工用切刃4(4A、4B)を含む複数の切刃3,4と、第1端部A側の切刃3A、4Aに対して、シャンク部2より反対(第2端部B)側の柄部5Bに設けられた傾斜面6Bとを有するインサート1を、ホルダ10の先端に形成された挿入孔11内に挿入して、ホルダ10に設けられた位置決め部材12に傾斜面6Bを当接した状態で固定する切削工具Tである。
(もっと読む)
インサート着脱式切削工具のヘッド部材およびインサート着脱式切削工具
【課題】下顎部の剛性を高くでき、切削時の撓み量を小さくすることにより高精度の加工を行う。
【解決手段】切刃を有する切削インサートが着脱可能に取り付けられるインサート取付座がヘッド部材本体に形成されて、ホルダの先端に装着されることによりインサート着脱式切削工具を構成するインサート着脱式切削工具のヘッド部材である。ヘッド部材本体には、切削インサートを上下方向から挟持して固定する上顎部と下顎部が設けられる。上顎部の下面に形成された押圧面と前記下顎部の上面に形成された台座面によってインサート取付座が構成される。台座面34Aの左右側部のうち少なくとも一方には、先端側から基端側に向けて漸次台座面の幅寸法が大になる傾斜部Sが形成されている。
(もっと読む)
刃先交換式溝入れ工具
【課題】部品点数を増大させることなく工具本体の先端部の剛性を十分に確保して、加工精度を高めることができる刃先交換式溝入れ工具を提供する。
【解決手段】切れ刃を有する切削インサート20と、軸状をなし、先端部3に前記切削インサート20が着脱自在に装着される工具本体1と、を備える刃先交換式溝入れ工具30であって、前記工具本体1の先端部3が突出する方向を突出方向Xとして、前記先端部3には、少なくとも前記突出方向Xを向く先端面3Eに開口するとともに、前記切削インサート20を装着するインサート取付座4に連通するスリット部37が形成されており、前記スリット部37は、前記突出方向Xを向く第1壁面37Aと、該第1壁面37Aに交差して連なる第2壁面37Dと、を有していることを特徴とする。
(もっと読む)
刃先交換式溝入れ工具
【課題】部品点数を増大させることなく工具本体の先端部の剛性を十分に確保して、加工精度を高めることができる刃先交換式溝入れ工具を提供する。
【解決手段】切れ刃を有する切削インサート20と、軸状をなし、先端部3に前記切削インサート20が着脱自在に装着される工具本体1と、を備える刃先交換式溝入れ工具10であって、前記工具本体1の先端部3が突出する方向を突出方向Xとして、前記先端部3における前記突出方向Xに垂直な幅方向Yを向く両側面のうち、前記切削インサート20を装着するインサート取付座4が配置される一側面3C、及び、該先端部3における前記突出方向Xを向く先端面3Eに開口してスリット部7が形成されており、前記先端部3を前記先端面3E側から見て、前記スリット部7は、前記両側面のうち他側面3Dには開口されていないことを特徴とする。
(もっと読む)
刃先交換式溝入れ工具及び周面溝入れ加工方法
【課題】切削インサートの部品点数を増加させることなく、被削材の端面に沿って周面溝入れ加工する場合であっても加工精度を十分に確保できる刃先交換式溝入れ工具及び周面溝入れ加工方法を提供する。
【解決手段】切削インサート30は、インサート高さ軸線C3に関して回転対称、かつ、インサート仮想平面に関して面対称に形成され、インサート幅軸線C2が、他方の幅方向C2Aへ向かうに従い漸次被削材Wの回転する回転方向の後方側へ向けて傾斜し、インサート長手軸線C1が、一方の延在方向C1Aへ向かうに従い漸次工具仮想平面に接近するようにインサート本体31の上面側へ向けて延び、他方の切れ刃32Bにおける他方の幅方向C2Aとは反対側に位置する一方のコーナー部43Cが、一方の切れ刃32Aにおける一方のコーナー部43Aよりも他方の幅方向C2A側に配置されていることを特徴とする。
(もっと読む)
刃先交換式溝入れ工具及び周面溝入れ加工方法
【課題】切削インサートの部品点数を増加させることなく、被削材の端面に沿って周面溝入れ加工する場合であっても加工精度を十分に確保できる刃先交換式溝入れ工具及び周面溝入れ加工方法を提供する。
【解決手段】切削インサート30は、インサート本体31の延在方向の中央及び該延在方向に直交する幅方向の中央を通りこれら延在方向及び幅方向に直交するインサート高さ軸線C3に関して回転対称、かつ、インサート高さ軸線C3を含み前記延在方向に垂直なインサート仮想平面VS1に関して面対称に形成され、前記幅方向のうち、一方のコーナー部43Aから他方のコーナー部43Bに向かう方向を他方の幅方向C2Aとして、他方の切れ刃32Bにおける前記他方の幅方向C2Aとは反対側に位置する一方のコーナー部43Cが、一方の切れ刃32Aにおける一方のコーナー部43Aよりも前記他方の幅方向C2A側に配置されている。
(もっと読む)
溝入れ加工用ホルダおよび切削工具
【課題】 高い固定力でチップをホルダのチップ取付部に固定でき、固定ボルトを締めすぎることによるスリットの末端から生じる亀裂の発生を防止できる溝入れ加工用ホルダおよび切削工具を提供することである。
【解決手段】
ヘッド部9がチップ取付部3を有し、かつスリット4により上顎部5と下顎部6とに分割されており、上顎部5に形成された貫通穴に固定ボルト7を挿入して下顎部6に形成されたねじ穴にボルト7の先端を螺合するホルダ1であって、チップ取付部3では、スローアウェイチップ10の上方から押圧固定するための上クランプ面が上顎部5に形成されるとともに、チップ10の載置面となる下クランプ面が下顎部6に形成され、スリット4の末端における上顎部5の厚みが、チップ取付部3のある一側方よりも他側方が厚く形成される溝入れ加工用ホルダ1およびこのホルダ1にチップ10を装着した切削工具20である。
(もっと読む)
切削工具
本発明の切削工具は切削インサートと工具ホルダーとを含み、前記工具ホルダーは前記切削インサートの下面を支持するベースと、前記切削インサートの上面を加圧するクランプアームと、前記クランプアームの下面と前記ベースとの間に形成されるインサート収容空間と、前記インサート収容空間の端部を形成し、前記切削インサートの一端部を支持する支持表面とを備える。前記切削インサートは、その上面の前方部に垂直上方に配向した第1加圧領域と、その上面の後方部に前方に傾斜するように配向した第2加圧領域とを備える。 (もっと読む)
切削工具アセンブリ
切削工具アセンブリ(20)が、ホルダ(22)に解放可能に固定された交換可能なアダプタ(24)を含む。アダプタは、側板(68)を備える。ホルダ(22)の下面図において、ホルダの第1の側面(34)に隣接するホルダ(22)の前面(40)の一部分(106)が第1のホルダ側面(34)と内側鋭角αを形成し、アダプタ(24)の下面図において、アダプタ側板(68)の後面(74)がアダプタ(24)の内側面(62)と鋭角αを形成する。  (もっと読む)
(もっと読む)
切削工具
【課題】 安定した切屑処理が可能であり、かつホルダの寿命が長い切削工具を提供する。
【解決手段】 ホルダ10と、ホルダ10の先端部に載置されホルダ10に着脱可能に締め付け固定されるインサート20と、インサート20の上面側に載置されてインサート20を押圧してホルダ10に固定するクランプ部材30か、またはインサート20の上下面を挟み込んでホルダ60に固定するクランプ部材70と、を具備して、インサート20の切刃23とクランプ部材30の先端とが3〜7mm離間しているとともに、クランプ部材30の先端側は傾斜角が30°〜60°の先端傾斜面34が形成されており、かつクランプ部材30の少なくとも先端傾斜面34の表面が被覆層40にて被覆されてなる切削工具1である。
(もっと読む)
両面式両頭式切削インサートおよびそのための切削工具
切削工具(10)は、その中に解放可能に保持された切削インサート(22)を含む。切削インサート(22)は、上部表面および底部表面(22’、24’’)ならびにそれらの間を延びる周囲表面(26)を有する。切削インサート(22)は、クランプ留め構成要素を中に受け入れるためのクランプ孔を全く含まない。切削インサート(22)は、単一の一体型構造を有することができ、超砥粒材料から形成され得る。切削インサート(22)は、双頭矢印形状または類似の形状を有し、それにより、切削インサート(22)の本体は、その切削領域に対して小さくなる。切削工具(10)は、切削インサート(22)をインサートポケット(20)内にクランプ留めするための上部クランプ(16)を含む。上部クランプ(16)は、非対称形状を有し、切削インサート(22)と、上部表面(24’)上の1つの係合領域(44)上および周囲表面(26)上の1つの係合領域(34’)上で係合する。切削インサート(22)は、インサートポケット(20)と、底部表面(24’’)においておよび周囲表面(26)上の3つの離間して置かれた係合領域内で係合する。  (もっと読む)
(もっと読む)
切削インサート用ツールホルダークランプアセンブリ及びその圧力板{Toolholderclampassemblyforcuttinginsertsanditspressingplate}
本発明によるクランプ・アセンブリは切削インサートをツールホルダーに固定するためのものでおり、スクリュー穴が設けられた胴体と、胴体の前方部に形成され下方へ延びた前方凸部と、胴体の後方部に形成され下方へ延びた後方凸部及び上記の前方凸部と胴体の中央部を連結するブリッジ部分が含まれたクランプ;及び上部面、下部面、前方ノーズ部及び後方端部を持ち、拡張された内側空洞部を持って峡谷部により後方に開放され、上記の上部面と下部面が成す厚さ方向へ延びたキーホール形グルーヴを含む加圧板を含めるが、上記の前方凸部が上記の拡張された円筒形空洞部に挿入され、上記のブリッジ部が上記の峡谷部に挿入されて、加圧板がクランプに結合される。
【代表図】図1
 (もっと読む)
(もっと読む)
ホルダおよび切削工具並びにそれを用いた切削方法
【課題】 内径溝入れ加工のように切削工具の外方空間が閉ざされているような加工形態においても、優れた切屑排出性を発揮する切削インサートを提供する。
【解決手段】 先端側に設けられるとともに切削インサートが装着されるインサート装着部と、該インサート装着部の後方に位置するシャンク部と、を備え、前記インサート装着部は、先端に、前記切削インサートを支持する支持部と、スリットを介して前記支持部に対向して配置されるとともに前記切削インサートをクランプするクランプ部と、を有し、前記スリットの少なくとも一部に、補助部材が挿入されている。
(もっと読む)
切削工具およびそのための切削チップ
切削工具(10)は、チップホルダ(12)と、チップホルダの上側顎状部(32)と下側顎状部(34)の間に釈放自在に保持される切削チップ(14)とを備える。下側顎状部(34)には、前方突出部(40)と後方突出部(44)が設けられる。前方突出部(40)は、送り方向(F)に対してそれぞれ第一と第二の角度で傾斜する、前方突出部前側隣接面(50’’)と後側隣接面(52”)を有し、第一の角度は第二の角度より大きい。切削チップ(14)は、縦方向に延びるシャフト部(66)に隣接する切削部(64)と、下側チップ面(60)の陥凹部(70)を有する。陥凹部(70)は、シャフト部(66)の下側縁辺(76)に対してそれぞれ第一と第二の角度で傾斜する、陥凹部前側隣接面(74’’)と陥凹部後側隣接面(78’’)を有する。前方突出部前側隣接面(50’’)は、陥凹部前側隣接面(74’’)に隣接し、前方突出部後側隣接面(52’’)は陥凹部後側隣接面(78’’)に隣接する。  (もっと読む)
(もっと読む)
金属切削差込工具を保持する工具ホルダ
【課題】リード角付きの又はリード角なしの切削差込工具用の工具ホルダを提供する。
【解決手段】金属切削差込工具をしっかりと固定して装着する工具ホルダは、ベース及びクランプ・アームを含み、一緒に差込工具の刃部の1つを受けるための隙間を形成する。工具ホルダは第1及び第2の平らな当接表面を含む。当接表面の1つは非ゼロのリード角付きの切刃を有する刃部によって形成される位置決め表面を対面的に係合するためのものであり、もう1つの当接表面は、実質上ゼロのリード角付きの切刃を有する刃部によって形成される位置決め表面を対面的に係合するためのものである。
(もっと読む)
1 - 20 / 48
[ Back to top ]