
Fターム[3C049BB01]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 制御 (434) | 制御手段(ハード等) (255)
Fターム[3C049BB01]の下位に属するFターム
Fターム[3C049BB01]に分類される特許
1 - 18 / 18
ウエーハの加工方法

【課題】ウエーハを構成する基板に埋設された全ての電極を研削して露出させることなく、電極の手前の位置で裏面研削を終了することができるウエーハの加工方法を提供する。
【解決手段】基板表面のボンディングパッドと接続する電極が基板に埋設されているウエーハ2を所定の厚みに形成するウエーハの加工方法であって、表面に液状樹脂を被覆したサブストレート3と基板21の表面を液状樹脂液を介して接合する工程と、高さ位置計測手段8によりサブストレートが接合された基板の裏面におけるサブストレートからの高さ位置を計測する工程と、基板に接合されたサブストレート側を研削装置のチャックテーブルに保持する工程と、研削ホイールにより基板の裏面を研削する工程とを含み、裏面研削の前に、サブストレートからの高さ位置計測結果から求めた基板裏面の勾配に対応してチャックテーブルの保持面と研削ホイールの研削面との対面状態の調整を実施する。
(もっと読む)
角ブロックの表面研削装置

【課題】角ブロックの表面研削処理時に加わる衝撃やストレスを減少させ、生産性を向上させる。
【解決手段】多角柱のブロック状ワーク14を研削加工するものにおいて、ワーク14を支持して所定の軸20を中心に回転駆動させる。研削刃24は、回転軸をワークの所定の軸20とほぼ直交する方向に向けて、ワークのエッジ22に対して側面を接触させて、当該エッジを研削加工する。研削刃24の側面がエッジ22に接触して研削するときに生じる研削応力の方向と、ワーク14の所定の軸20の方向とが一致する部分を生じさせるように研削刃24の側面とエッジ22の研削面の関係を位置決めする。その後研削刃24をワーク14の所定の軸20の方向に相対移動させる。
(もっと読む)
ワークの加工方法及び装置
【課題】ワークの円筒状の内面を所定の異形状に低コストにしかも高精度に加工する。
【解決手段】ワークWを回転装置1により回転させるとともに、ワークWの内径より小径のダイヤモンド砥石20を回転装置2によりワークWの軸芯上所定の位置で高速回転させ、光学式倣い制御装置を用いて、ワークWの内面加工形状を示すチャートフィルム44とダイヤモンド砥石20の画像を表示装置41上で重ね合わせ、この表示装置41上でダイヤモンド砥石20の画像を内面加工形状になぞって移動することにより、ダイヤモンド砥石20を駆動して、ワークWの内面を倣い研削する。
(もっと読む)
ダイスを研磨する機械と方法
【課題】 複雑な形状のダイスを研磨する機械を提供する。
【解決手段】 本発明のダイスを研磨する機械は、補間的な動きをする4本の軸(BO軸、CO軸、X軸、Z軸)を有し、ダイス(1)を留める固定装置(3)を有するプレート(2.1)の作業軸(CO軸)が、その角度移動の全ての点で、制御される。これにより、前記作業軸(CO軸)の動きを前記回転プレート(2.1)の軸の動きの補間的な動きが、回転軸(BO軸)に対して、かつそれぞれの軸(X軸、Z軸)に対する研磨軸(S1軸)の動きの補間的な動きが可能となる。
(もっと読む)
眼鏡レンズの縁摺加工装置および縁摺加工方法
【課題】レンズを本締めしたときに発生するオーバーシュートを極力小さくし、クラックや破損が生じないようにした眼鏡レンズの縁摺加工装置および縁摺加工方法を提供する。
【解決手段】レンズ回転軸4にそれぞれ取付けられたレンズホルダとレンズ押えとで被加工レンズの凸側と凹側の光学面を保持し、その保持圧力を圧力測定装置14によって測定する。圧力測定装置14は、1/100秒〜1/1000秒の時間間隔で保持圧力を測定する。制御部9は圧力測定装置14による測定データを受け取ると、レンズ押えをレンズに押し付けるレンズ回転軸を軸線方向に移動させる駆動モータ19を1/100秒〜1/1000秒の時間間隔で駆動制御し、保持圧力が所定の設定圧力に対して予め規定した値を超えないようにする。
(もっと読む)
円筒研削盤及びそれを用いた面取り加工方法
【課題】チャンファを高精度に形成可能な円筒研削盤及びそれを用いた面取り加工方法を提供する。
【解決手段】第1に、ワークWの外表面上に形成されるべきチャンファの両端E及びT1を通る仮想円31Cの、xy座標系における中心座標G1を求める。第2に、この中心座標G1及びワークWの中心間を結ぶ基準直線RLとx軸とがなす回転角β1を求める。第3に、ワークWと仮想円31Cとが重なり合う部分における基準直線RLに沿った長さである切込量δ1を求める。前記チャンファは、前記の回転角β1及び切込量δ1に基づいて形成される。これ以降、前記と同様の手法により、その両端が図中符号T1及びT2であるチャンファ、更にはその両端が図中符号T2及びB3であるチャンファが形成される。
(もっと読む)
ニューマチック形更生クッションタイヤ及びその加工用バフ研磨装置、並びに成形用金型
【課題】 リムに対する耐滑り性を向上するようにしたニューマチック形更生クッションタイヤ及びその加工用バフ研磨装置、並びに成形用金型を提供する。
【解決手段】 摩耗後のクッションタイヤ1のトレッド部2の表面及びベース部3のリムRとの接触面にそれぞれ新たなトレッドゴム2’及びベースゴム3’を接合一体化させると共に、ベース部2とリムRとの間に締め代α、βを形成するようにしたニューマチック形更生クッションタイヤ1’及びその加工用バフ研磨装置10、並びに成形用金型16。
(もっと読む)
研削加工方法および研削加工装置
【課題】研削加工装置の機械的精度の影響を受けることなく、研削加工代をできるだけ小さくしながらも確実に被加工物の表面を平坦に研削することを可能とし、基板材料等のコスト低減を図る。
【解決手段】チャックテーブル20に吸着、保持したウエーハ1の厚さを厚さ測定ゲージ50で測定しながら、研削ユニット30のカップホイール35によってウエーハ1の表面を研削していき、認識部61で認識される厚さばらつき値(最大測定値−最小測定値)が予め設定した目標値に到達したら、研削を停止するように制御する。
(もっと読む)
基板の縁部を研摩するための方法及び装置
基板の縁部を研摩する方法及びシステムが提供される。本発明は、基板の縁部から物質を除去するように研摩膜に対して上記基板を回転させ、上記研摩膜に対して上記基板を回転させる際に及ぼされるエネルギー及びトルクのうちの1つの量を検出することを含む。本発明は、更に、上記研摩膜に対して上記基板を回転させる際に及ぼされる上記検出されたエネルギー又はトルクに基づいて上記基板の上記縁部から除去された物質の量を決定し、上記除去された物質の上記決定された量と設定研摩レベルとの間の差を確認し、上記除去された物質の上記決定された量と上記設定研摩レベルとの間の上記差に基づいて上記設定研摩レベルを達成するように適応された上記基板を回転させる際に及ぼすべきエネルギー又はトルクの量を決定することを含む。種々な他の態様も提供される。 (もっと読む)
カップ取付け装置
【課題】 カップの固定を精度よく行え、支持ピンからレンズが落ちることを防止できるカップ取付け装置を提供することを技術課題とする。
【解決手段】 カップの取り付けの中心軸を中心にして配置され、眼鏡レンズの後面に当接してレンズを支持する少なくとも3個の複数の支持ピンと、前記複数の支持ピンをそれぞれ上下移動可能に保持すると共に、前記複数の支持ピンによる支持平面が前記中心軸上の点を中心に自在に傾斜可能に支持ピンを保持する保持手段と、レンズ前面の当接平面が水平になるように配置された上下移動可能なレンズ押さえ部材とを備え、前記支持ピンに載置されたレンズを前記レンズ押さえ部材により押さえ、レンズ前面にカップを取り付けるカップ取付け装置において、
前記レンズ押さえ部材によってレンズ前面が押さえられていないときに、前記支持ピンの支持平面を水平に維持する水平維持手段を設ける。
(もっと読む)
軸対称非球面研磨方法
【課題】軸対称非球面の形状誤差を修正しながら好適に取り除くことができ、軸対称非球面を均一に研磨することができる軸対称非球面研磨方法を提供すること。
【解決手段】軸対称非球面の研磨領域を回転中心軸線近傍の中心部領域及び周辺部領域に分け、回転中心軸線を含む中心部領域内の形状誤差がある一の領域における修正研磨加工目標値を、一の領域とは異なる中心部領域内の他の領域における実際の修正研磨加工量として、中心部領域内の他の領域に向けて修正研磨加工目標値を補正する目標値補正工程を備えている。
(もっと読む)
ヤゲンのチルト操作方法及びその装置
【課題】最小コバ位置点を基準点としたチルトヤゲン方式ではヤゲン軌跡がコバ面から外れる虞があるようなコバ厚を有する場合でも、ヤゲンがコバから外れることがないように任意のコバ位置のヤゲンを見ながらチルトさせることができるヤゲンのチルト操作方法及びその装置を提供すること。
【解決手段】画面(液晶表示パネル62の画面)に表示された玉型形状LR,LLに、ヤゲンの軌跡をチルトさせたい任意のコバ位置を表示するとともに、その任意のコバ位置のヤゲンをその画面に表示し、表示されたヤゲンを見ながら、操作パネル部61によりその任意のコバ位置でヤゲンを希望位置に調整し、演算手段によりヤゲンの軌跡をチルトさせる。
(もっと読む)
フライアイレンズ成形型の加工装置および加工方法
【課題】球面形状だけでなく非球面形状のフライアイレンズ型の研磨も可能であり且つ一定時間当りの研磨量がより多く効率良く研磨が可能なフライアイレンズ成形型の加工装置および加工方法を提供することを目的とする。
【解決手段】この研磨機1では被加工体取り付けステージ7に取り付けた成形凹面とほぼ同じ曲率を持つ凸面の研磨工具19を用い、最初に研磨を行う成形凹面の光軸にヘッド回転軸15の回転中心が一致するようX方向ステージ3及びY方向ステージ4で被加工体を
移動させ、研磨工具19を成形凹面に接触させ、工具回転軸18で研磨工具19を回転させつつ工具回転軸18を光軸c周りにヘッド回転軸15で回転させて研磨を行う。一つの成形凹面の研摩が終了すると、X軸とY軸により次の成形凹面の光軸をヘッド回転軸15
の中心軸に一致するよう移動させ、同様に研摩を行う。これを成形凹面全部について順次行う。
(もっと読む)
ワークの自動加工方法およびワークの自動加工システム
【課題】 バリ取りや溶断等の作業を一層容易にできるワークの自動加工方法およびワークの自動加工システムを提供すること。
【解決手段】自動加工システム1では、ワークを第1、第2視覚センサ23,32で撮像するとともに、加工前パレット処理部52や加工ステーション処理部53によってワークの位置や輪郭を検出する。従って、検出した位置に基づいてロボット10がワークを自動的に取りに行ったり、輪郭に応じた加工パスを自動的に選定して加工指令を生成したりするので、従来のように移送や加工に先立ってワークの図形データを作成する必要がなく、従来に比して作業を一層容易にできるのである。しかも、第1原画像等に基づき、ワークの重心位置を自動的に判断してロボット10がワークを取りに行くので、ロボット10の煩わしいティーチング作業も不要である。
(もっと読む)
大型光学素子の計測研磨装置及び方法
【課題】 直径が例えば1〜3mの大型セグメントレンズやミラーを、高精度に計測し研磨でき、かつ製造コストを比較的低く抑えることができる大型光学素子の計測研磨装置及び方法を提供する。
【解決手段】 被研磨面2を上向きにして大型光学素子1をほぼ水平に保持する素子位置決め装置10と、被研磨面の目標値からの誤差を非接触で計測する非接触計測装置20と、被研磨面に沿って移動し被研磨面を部分的に研磨する自走研磨装置30と、非接触計測装置の計測結果に基づき自走研磨装置に研磨位置を指令する研磨制御装置40とを備え、被研磨面を計測しながら研磨する。
(もっと読む)
研削機械に対する機械制御デバイス並びに研削機械上の研削工具および/または工作物の行程経路を定める方法
【課題】時間的に有利な、衝突のない経路を定める。
【解決手段】研削機械の機械制御にデータセットが設けられ、前記データセットは、「0」または「1」の衝突パラメータを、分割された各座標ポイント(X, Y, Z, A)並びに分割された工具モデルと工作物モデルの各組合せに対して有している。前記衝突パラメータは、相応する座標ポイント(X, Y, Z, A)に割り当てられた座標関係、すなわち工作物と工具の相対的なポジションに、工具と工作物の衝突または部分的なオーバーラップが生じるか否かを示す。
(もっと読む)
出隅柱の頂角部に面取り加工を施す方法と装置
【課題】 グラインダビット31a,31bを高速回転させて、出隅柱Aの頂角部3に面取り加工を行うに際して、面取り加工部4をできるだけ目立たなくし、かつはみ出ている接着剤50をほぼ完全に除去できるようにする。
【解決手段】 2枚の板片を頂角部3を持つようにして接着剤により接合して形成される出隅柱Aにおける該頂角部の面取り加工を、表面に砥粒を持つグラインダビット31aによる切削で1次面取り加工を行い、次いで、表面に軸方向に走る切刃を備えたグラインダビット31bで2次面取り加工を行うようにする。
(もっと読む)
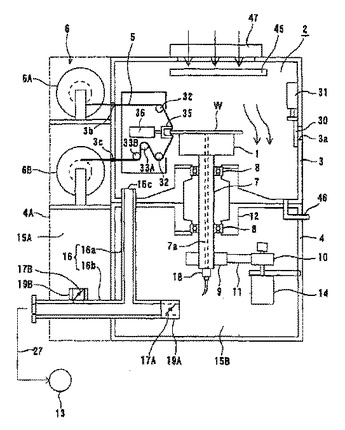
研磨装置及び基板処理装置
本発明は、基板の周縁部に生じた表面荒れや、基板の周縁部に形成された膜を除去する研磨装置に関する。研磨装置は、研磨室(2)を形成するハウジング(3)と、基板Wを保持して回転させる回転テーブル(1)と、研磨室(2)内に研磨テープ(5)を繰り出し、研磨室(2)に繰り出された研磨テープ(5)を巻き取る研磨テープ繰り出し巻き取り機構(6)と、基板(W)のベベル部に対して研磨テープ(5)を押圧する研磨ヘッド(35)と、基板(W)の表裏面に液体を供給する液体供給部(50)と、研磨室(2)の内部の気圧を研磨室(2)の外部の気圧よりも低くするための調整機構(16)とを備える。
 (もっと読む)
(もっと読む)
1 - 18 / 18
[ Back to top ]