
Fターム[3C050EB09]の内容
平削り、ブローチ、やすり、リーマ、その他 (639) | 工具の形状 (149) | 切削油通路を有するリーマ (27)
Fターム[3C050EB09]に分類される特許
1 - 20 / 27
クーラント穴付き穴加工工具

【課題】より少ないクーラント消費量およびクーラント供給圧でありながらも、ガイドパッドと加工穴の内周面との確実かつ効率的な冷却、潤滑を図る。
【解決手段】軸線O回りに回転される軸線Oを中心とした円柱軸状の工具本体1の先端部外周に切刃が設けられるとともに、工具本体1には、工具本体1の後端部から先端側に向けてクーラント穴12が穿設されており、このクーラント穴12は、工具本体1内で外周側に分岐する外周分岐穴12Bを経て再び先端側に向かうように延びて、切刃よりも後端側の工具本体1外周面に開口させられている。
(もっと読む)
シャフトツールと接続片との間の境界部

【課題】 シャフトツール内に冷却剤/潤滑剤を効果的に供給し得る境界部を提供すること。
【解決手段】 シャフトツールと接続片512との間の境界部において、シャフト端部の外円錐570が接続片512と相互に作用する円錐嵌合面570を形成し、同円錐嵌合面570は、精密加工面で形成される。シャフト端部の外円錐と接続片512の内円錐572との互いに対向する円錐面は、それら円錐面が軸方向に堅固に相互に当接する場合に、シャフトツールのオリフィスの径方向外側の領域において確実に接触するような公差を備える。
(もっと読む)
リーマ及び穴の加工方法
【課題】バリの発生を抑制でき、所望する穴径を得ることができる、リーマ及び穴の加工方法を提供する。
【解決手段】円柱状であり、中心線の周りに予め設定された回転方向に回転する、円柱部と、前記円柱部の外周面に設けられ、アッパーカットとなるような方向にねじれて伸びる、刃部と、前記円柱部内に設けられ、切削液が導入される、切削液流路と、前記円柱部の外周面に形成され、前記切削液流路に接続される、排出口群とを具備する。前記切削液流路は、切削液が前記排出口群から後端側へ向かって排出されるように、伸びている。
(もっと読む)
冷却液分配器
【課題】冷却液分配器を提供する。
【解決手段】工作機械の回転する切削ヘッド(2)用の冷却液分配器(1)であって、最終組立状態の切削ヘッド(2)に面する少なくとも1つの送り通路(14)と、切削ヘッド(2)から離れている送り通路(14)の端部の少なくとも1つの偏向要素(15)と、切削ヘッド(2)の方向に斜めに延び、かつ送り通路(14)に接続される少なくとも1つの流出通路(17)とを備える冷却液分配器(1)。
(もっと読む)
リーマおよびそれを用いた工作物の加工方法
【課題】高い精度で工作物を加工することができる貫通孔用のリーマを提供する。
【解決手段】ミスト給油法に対応可能な、超硬質チップ2を台金としてのリーマ本体10に固着したリーマ100であって、リーマ100には、長手方向に対して傾斜して延在するように外周面19にフルート110が設けられ、フルート110が長手方向に対してなす傾斜角度は−3°から−15°であり、ガイドパッドが設けられていない、回転軸を中心として回転する貫通孔加工用のリーマである。
(もっと読む)
削り屑誘導システム、冷却流路、冷却流路システム、および、これらのうちの少なくとも1つを備えた高性能リーマー
多段リーマ
【課題】他の段の刃部の切削により生じた切削屑に起因する穴の加工精度の低下を防止した多段リーマを提供する。
【解決手段】第2刃部4bの加工面6bに開口するクーラント穴8bから噴射されるクーラントの噴射方向を、第1刃部4aの加工面6aに開口するクーラント穴8aから噴射されるクーラントの噴射方向に対して反対向きに設定したので、第2刃部4bの切刃5bによる切削により生じた切削屑を、第2刃部4bの加工面6bに開口するクーラント穴8bから噴射されたクーラントにより、先端側に対して反対向きへ排出することができる。これにより、第2刃部4bの切刃5bによる切削により生じた切削屑が、隣接する第1刃部4aと該第1刃部4aにより仕上げ加工された仕上面との間に入り込むこと等に起因する当該仕上面の傷を防止することができ、要求される穴の加工精度を確保することができる。
(もっと読む)
シリンダヘッドのバルブシート面とバルブガイド孔の加工装置
【課題】 加工箇所に十分なクーラントを供給し加工精度を向上でき、1つのクーラント供給回路を切り換えることでバイトとリーマにクーラントを供給できるシリンダヘッドのバルブシート面とバルブガイド孔の加工装置を提供する。
【解決手段】 主軸4に通孔8と、主軸4の中心に貫通孔7を設ける。その貫通孔7に挿通されたリーマ13を進退する可動軸15の中心には、第1、第2クーラント供給路22,23が形成されている。主軸4と可動軸15間には、連通空間26が形成されている。可動軸15が後退した時、第1クーラント供給路22と通孔8とが連通空間26を介して連通し、バイト用のクーラント流路11にクーラントが供給される。また、可動軸15が前進した時、第1、第2クーラント供給路22,23が連通空間26を介して連通し、リーマ用のクーラント流路14にクーラントが供給される。
(もっと読む)
回転切削工具
リーマ加工用の回転切削工具(20)であって、長手方向軸(A1)を有する概して円筒形状の工具シャンク(22)であって、半径方向に突出するとともに概して軸方向に延在する複数のクランプウィング(38)を有する工具シャンク(22)と、中心穴(58)、および切削外径(D)を有する軸方向に延在する複数の切削縁部(62)を有する円筒形状の切削ヘッド(24)とを含む回転切削工具(20)。中心穴(58)は、円周方向で交互に離隔された複数の穴側壁(70)と複数の穴側凹部(72)を有し、各穴側壁(70)は、外方向に傾斜された雌クランプ面(74)を有し、雌クランプ面(74)は、外方向に傾斜された各クランプウィング(38)の雄クランプ面(40)とクランプ接触する。工具シャンク(22)に組み付けられた円筒形状のロックスリーブ(26)と円筒形状のクランプナット(28)が、クランプ接触力および切削ヘッド(24)の切削直径(D)を調節するための手段を提供し、また、ロックスリーブ(26)およびクランプナット(28)を取り外すことなく切削ヘッドの取外しおよび交換を行うことができるようにする。  (もっと読む)
(もっと読む)
機械工具用の切削工具
機械工具用の切削工具であって、切削ヘッド(1)と、シャフト(2)と、切削ヘッド(1)をシャフト(2)に着脱可能に固定する連結機構とを備え、連結機構が、切削ヘッドの後部(7)にある結合ピン(6)と、シャフト(2)にある受取部(5)とを備え、受取部(5)が、結合ピン(6)と相補形であり、結合ピン(6)を収容し、さらに、シャフト(2)内に中央クーラントチャネル(20)を備え、クーラントチャネル(20)が、受取部(5)の領域内で2つの部分チャネル(12)に分かれて受取部(5)の両側に位置し、受取部(5)の開口縁部(8)を環状に取り囲む平坦接触面(10)に通じる。さらに、環状分配溝(15)と、切削ヘッド後部(7)にある平坦カラー(16)を備える切削ツールに関する。切削ツールは、切削ヘッド(1)にある切削刃(14)を分配溝(15)に接続する少なくとも1つのクーラント穴(19)も備える。  (もっと読む)
(もっと読む)
多刃型切削式孔後加工工具
本発明は、たとえばカム軸用の軸受ブッシュを受容するための孔のような深い孔または軸線方向に間隔をもっている同じサイズで同じ品質の複数個の孔を加工するための多刃型切削式孔後加工工具または多刃型切削式精密加工工具、特にリーマに関わるものである。工具は、所定の公称径寸法を備え且つ周方向に実質的に均一に配分されている切刃を備えた少なくとも1つのカッティングインサート(32)と、これに対して軸線方向にずれている案内体装置とを有している。案内精度を改善するとともに、工具をその都度の切削課題に適合させる際の順応性を大きくするため、前記案内体装置は、中実硬質金属(VHM)から成って実質的に筒状の案内体(36)の一体的な構成部材である。該案内体は、互いに均一な周間隔で位置して螺旋状に延在する少なくともn個の案内細条部(38)を形成し、該案内細条部には、送り方向に隣接している前記切刃群(32)の前記公称径寸法(D32)よりも前記工具の使用中に形成される潤滑ギャップの実質的に2倍の寸法だけ小さい公称径寸法(D38)が割り当てられている。各案内細条部(38)は、n≧2、のときにそれぞれ360゜/nよりも大きな中心角または巻き付け角にわたって延在している。 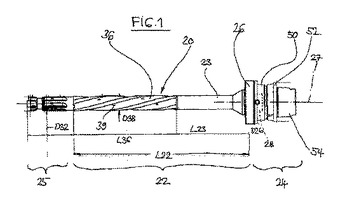 (もっと読む)
(もっと読む)
穴加工工具
【課題】加工精度を高く維持することができるとともにコストを増加させることなく、切削加工を円滑に行うことが可能で、容易にブレーカ機能を持たせることができる穴加工工具を提供する。
【解決手段】 ダイヤモンド焼結体を備えた切刃チップ25,28を有するリーマ1において、第一及び第二切刃部23,26を、切屑排出溝20の工具回転方向T前方を向く壁面21から凹んで工具径方向外側に向けて開口する第一及び第二座ぐり部24,27と、第一及び第二切刃チップ25,28とから構成し、第一及び第二座ぐり部24,27を、第一及び第二切刃チップ23,26がその厚み方向を工具回転方向Tに向けて着座させられる第一及び第二底面と、これら底面から第一及び第二切刃チップ25,28の厚みより大きく立ち上がり切屑排出溝20の工具回転方向前方Tを向く壁面21に交差する第一及び第二ブレーカ壁面24B,27Bとから構成する。
(もっと読む)
リーマ
一つの前端面(5)を有しており、外面(7)に溝(11)が作り込まれており、且つ、前記外面(7)と交差している、またそれにより流出口(15)を形成している管路(17)を有する一つの内部冷却/潤滑剤供給部を有している、一つの本体(3)、並びに、前記各溝(11)に嵌め込むことができるカッタープレート(9)を備えており、その際、前記各流出口(15)が、前記本体(3)の前記前端面(5)に対して一定の距離をおいて配置されているリーマ(1)において、隣接するそれぞれ二つのカッタープレート(9、9')の間に、前記両カッタープレート(9、9')の互いに対向した側面(21、23)、及び、前記本体(3)の前記各流出口(15)と前記前端面(5)との間に位置する、手が加えられていない前記本体(3)の前記外面(7)によって限定される一つの流路(19)が構成されることが提案される。 (もっと読む)
回転式シャフト工具、特に多段リーマ
本発明の課題は、より良好な操作が可能な、調節可能な切削直径を有するシャフト工具を提供することにある。例えば複数の刃を備える第1の切削ヘッドが形成された第1のシャフト部と、該第1のシャフト部内の凹部とを有し、該凹部の中には、例えば複数の刃を備える第2の切削ヘッドが設けられた第2のシャフト部が、該第1のシャフト部の中心軸において配置されており、前記第1の切削ヘッドの直径は調節可能である、回転式シャフト工具、特に多段リーマにおいて、本発明の基本的な態様は、前記第2のシャフト部が、第1のシャフト部の中にねじり可能にはめ込まれており、これらのシャフト部を互いにねじることによって、これらのシャフト部間の頑丈に固定された連結が実現される点にある。このため、このシャフト工具が、例えば工作機械のスピンドルの中にはめ込まれている時でも、両シャフト部の連結が可能であると共に、特にこれによって、第1の切削ヘッドの直径を変更することが可能である。  (もっと読む)
(もっと読む)
リーマ
【課題】高能率加工と優れた加工穴精度を両立したリーマを提供することを目的とする。
【解決手段】本発明のリーマは、軸線まわりに回転させられる略円柱状の工具本体1の先端部に、この工具本体1の円周方向で等間隔に3つの溝4が形成され、これら溝4のうち2つの溝の前記回転方向Kを向く壁面の先端稜に、切刃5A、5Bがそれぞれ形成され、前記切刃5A、5Bのうち少なくとも前記回転方向K後方側に位置する切刃5Bに連なる外周面に、ガイドパッド7が形成されてなる。
(もっと読む)
回転駆動可能な切削工具
孔、特に貫通孔を加工するための、冷却剤/潤滑剤の供給が一体化された回転駆動可能な切削工具、特に、例えば高性能リーマといった仕上げ工具として構成された切削工具について記載する。上記工具は、複数の各刃または各刃先、および各溝部が形成された刃部と、上記刃部の側とは反対側にチャック部が形成された軸とを有する。各刃先に冷却剤/潤滑剤を効果的に供給すると共に、製造方法のコスト効率を向上させるために、チャック部には、上記各溝部の数に対応した数の冷却剤/潤滑剤の各通路が形成されており、上記各通路は、それぞれ、軸方向の流出口を有している。上記冷却剤/潤滑剤の各通路から出てくる冷却剤/潤滑剤は、事実上、自由に浮いた状態にて、場合によっては、上記軸の外周面によって支持されながら、上記刃部の関連する各溝部に供給される。  (もっと読む)
(もっと読む)
切削工具
孔、特に貫通孔を加工するための、冷却剤/潤滑剤の供給が一体化された回転駆動可能な切削工具、特に仕上げ工具として構成された切削工具について記載する。例えばリーマとして構成された上記工具は、複数の各刃または各刃先、および各溝部が形成された刃部と、上記刃部の側でない反対側にチャック部が形成された軸とを有する。各刃先に冷却剤/潤滑剤を効果的に供給すると共に、製造方法のコスト効率を向上させるために、チャック部には、上記各溝部の数に対応した数の冷却剤/潤滑剤の各通路が形成されており、上記各通路は、軸方向の流出口を有し、上記軸に沿って上記刃部の関連する各溝部に通じている。  (もっと読む)
(もっと読む)
リーマ
【課題】長期に渡って安定して高精度の仕上げ加工を行うことが可能となる。
【解決手段】工具本体の先端部に刃部2を有し、この刃部2に溝3と、切れ刃4と、ヒール5と、ランド6とを備えるガンリーマ1であって、前記ランド6に切れ刃4と工具回転方向後方側に隣接して形成されたマージン7と、前記刃部2の先端側におけるランド6に前記ヒール5と隣接して形成されたガイドパッド8と、前記工具本体の中央部に軸線に沿って穿設された油穴9とを有し、前記刃部2の後端側における溝の深さh2が、前記刃部2の先端側における溝の深さh1よりも浅くなるように構成され、前記刃部2の後端側におけるランド6に開口して、前記油穴9に連通する吐出口10bが形成されているガンリーマ1を提供する。
(もっと読む)
穴加工工具
【課題】穴加工工具の加工部の全域に十分な量のクーラントを供給することができ、穴加工工具が早期に磨耗することを防いで寿命が短くなることを回避するとともに、摩擦熱による加工穴の内壁面及び穴加工工具の焼き付きを防止することができる穴加工工具の提供にある。
【解決手段】軸線回りに回転される工具本体10を有し、この工具本体10の先端に工具本体10先端側及び工具本体10径方向外側に向けた切刃を備えた加工部11が設けられ、被切削材に予め形成された下穴に挿入され、この下穴の内壁面を切削加工して加工穴を形成する穴加工工具において、工具本体10の内部にクーラント供給孔14を軸線方向に設け、加工部11の外周面に、クーラント供給孔14に連通する溝用クーラント排出孔23が開口した油溝部22を、少なくとも一対互いに交差するように設ける。
(もっと読む)
穴加工工具
【課題】高速回転時の振れを防止して加工穴を精度良く成形できるとともに、折損を防止して寿命延長を図ることができる穴加工工具を提供する。
【解決手段】下穴に挿入されて加工穴を形成する穴加工工具20であって、内部にクーラント供給孔が穿設されたシャンク部と、切刃29を備えた刃先部22とを有し、刃先部22の外周に複数の切屑排出溝26が形成され、切屑排出溝26の工具回転方向T前方側を向く壁面と刃先部22の外周面との交差稜線部に切刃29が形成され、それぞれの切屑排出溝26の工具回転方向T後方には、前記加工穴の内壁面と摺接するガイド部30が設けられ、ガイド部30には、刃先部22の径方向内側に向けて後退するとともに前記クーラント供給孔に連通するクーラント排出孔35が開口された油溝部32が設けられており、これらのクーラント排出孔35は軸線O方向の異なる位置に配置されていることを特徴とする。
(もっと読む)
1 - 20 / 27
[ Back to top ]