
Fターム[3C269CC13]の内容
数値制御 (19,287) | 被制御軸の種類、形状 (1,508) | 複数対象(腕、工具台、ワーク取付台) (158)
Fターム[3C269CC13]に分類される特許
1 - 20 / 158
位置制御装置
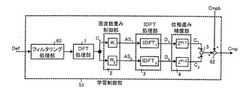
【課題】繰返し学習制御部を持つ位置制御装置において、位置偏差に多様な高調波成分が含まれる場合にも、繰返し学習制御によって、位置偏差の高い減衰性と、迅速な収束性を達成する繰返し学習制御機能を持つ位置制御装置を提供する。
【解決手段】位置偏差を離散フーリエ変換して得られたフーリエ係数ベクトルに、複数の周波数重み係数を乗じることで、周波数帯域別に成分分割し、成分毎に離散フーリエ逆変換した信号データに、最適な位相進み補償を与え加算することで、学習時の補正値データを構成する。
(もっと読む)
マスタ軸とスレーブ軸との同期制御を行うモータ制御装置

【課題】マスタ軸を駆動するマスタ軸モータとスレーブ軸を駆動するスレーブ軸モータとを正確に同期制御することができる、小型で低価格のモータ制御装置を実現する。
【解決手段】マスタ軸を駆動するマスタ軸モータ14とスレーブ軸を駆動するスレーブ軸モータ54とを同期制御するモータ制御装置1は、マスタ軸の位置データと所定一定周期の基準信号とを出力するマスタ軸位置検出器11と、マスタ軸位置検出器11が出力した位置データと基準信号とを受信するマスタ軸受信回路13と、マスタ軸受信回路13が受信した位置データと基準信号を受信した時点の位置データとの差分を、マスタ軸差分として算出するマスタ軸演算回路13と、マスタ軸差分をマスタ軸モータ14の動作と同期を取るための信号として用いてスレーブ軸モータ54の動作を制御するスレーブ軸モータ制御部55と、を備える。
(もっと読む)
ギア加工機の制御装置
【課題】伝達遅れを抑え且つ分岐回路無しで、一つのマスタ軸に対して一つまたは複数のスレーブ軸を同期させる。
【解決手段】ギア加工機の制御装置(1)は、工具軸コントローラ(22)とワーク軸コントローラ(12)との間を直接的に接続して通信するバス(51)を具備し、工具軸位置検出センサ(25)により検出された工具軸(40)の位置はバスを通じてワーク軸コントローラに供給され、上位コントローラ(10)は所定の同期比と、ねじれ動作を加えるための重畳指令とをワーク軸コントローラに供給するようになっており、ワーク軸コントローラは、バスを通じて供給された工具軸の位置に同期比を乗算して作成された値と重畳指令とを加算して、ワーク軸(30)の移動指令を作成するようにした。
(もっと読む)
指令経路速度条件による速度制御を行う数値制御装置
【課題】高精度、高品位の加工を実現できる数値制御装置。
【解決手段】指令径路速度条件入力部20で指令経路速度、指令径路許容加速度、指令径路許容加加速度を入力し、駆動軸速度条件入力部22で駆動軸許容速度、駆動軸許容加速度、駆動軸許容加加速度を入力し、工具基準点径路速度条件入力部24で工具基準点径路許容速度、工具基準点径路許容加速度、工具基準点径路許容加加速度を入力し、クランプ値演算部18で、それらの速度条件から分割区間ごとに速度クランプ値、加速度クランプ値、加加速度クランプ値を演算し、速度曲線演算部16で、速度クランプ値、加速度クランプ値、加加速度クランプ値を越えない最大の速度として速度曲線を演算し、補間部12で、指令解析部10において加工プログラムを解析して作成された補間データを、前記速度曲線にもとづく速度によって補間を行い、駆動軸移動量を演算し、各軸サーボ14を駆動する。
(もっと読む)
数値制御装置
【課題】第2主軸台と振止台の同時トルクスキップを実現する。
【解決手段】数値制御装置は、第2主軸台の駆動指令を第2主軸台サーボ制御部に出力する第2主軸台補間処理部23と、入力された目標位置に基づいて振止台の駆動指令を振止台サーボ制御部に出力する振止台補間処理部24と、第2主軸台のサーボ駆動軸の駆動トルクτ2を検知する検出部11と、加工プログラムを介して同時トルクスキップ動作の実行が指示された場合に、前記駆動トルクτ2とトルク制限値τ1とを比較し、前記駆動トルクτ2が前記トルク制限値にτ1に達した場合には、前記第2主軸台補間処理部23に第2主軸台の駆動停止を指示するトルク判定部5と、を備え、前記振止台補間処理部24は、前記トルク判定部5により前記駆動トルクτ2が前記トルク制限値にτ1に達したと検知された場合に、前記振止台の移動目標位置として前記振止台の現在位置を設定する。
(もっと読む)
数値制御装置及び制御方法
【課題】工具が被加工物やジグに干渉しない場合のみ工具を待機位置まで工具交換前に移動できる数値制御装置及び制御方法を提供する。
【解決手段】CPUは加工プログラム中に軸移動指令がある場合、主軸ヘッドの軸移動パラメータを算出しRAMに記憶する(S19)。軸移動パラメータは次工具の送り軸毎の最小座標値と最大座標値である。加工プログラム中に工具交換指令がある場合、工具交換前の軸移動を指示するブロックの軸移動パラメータをRAMから取得する(S15)。工具が被加工物又はジグ装置に干渉する領域を示す干渉パラメータは不揮発性記憶装置に記憶されている。干渉パラメータに基づき、軸移動パラメータが非干渉条件を満たすか否か判断し(S16)、非干渉条件を満たす場合(S16:YES)、工具交換前の軸移動指令にポット加工指令を追加する(S17)。
(もっと読む)
機械の移動部の制御方法及びプログラム
【課題】様々なタイプの機械において共通の計算を行え、計算量の少ない制御方法等を提供する。
【解決手段】互いに相対的に移動可能な主軸頭2及びテーブル3を備えた機械において、幾何学的な誤差を補償するための補償値が適用された複数の指令値を用いてこれらの移動を制御するにあたり、主軸頭2側における回転軸の有無ないし有る場合のつながり順番を示す第1インデックスと、テーブル3側における回転軸の有無ないし有る場合のつながり順番を示す第2インデックスとを有し、第1インデックスの示す回転軸の有無ないしつながり順番に従ってテーブル3の座標系における指令値をマトリックス演算して第1ベクトルを求めると共に、第2インデックスの示す回転軸の有無ないしつながり順番に従って主軸頭2の基準ベクトルをマトリックス演算して第2ベクトルを求め、第1ベクトルと第2ベクトルを合算する。
(もっと読む)
マルチコアプロセッサを有する数値制御装置システム
【課題】マルチコアプロセッサの技術を利用して、コストを抑えつつ多軸化や高機能化が可能な数値制御装置システムを提供すること。
【解決手段】モータ駆動用アンプと数値制御装置とが通信で接続されて数値制御システムを構成する。その数値制御装置1は、数値制御部10と、モータ制御部40と、アンプインタフェース部30とを備える。さらに、そのモータ制御部40が有するモータ制御用プロセッサは、マルチコアプロセッサとする。
(もっと読む)
タッピング加工装置
【課題】主軸と送り軸との同期誤差を低減する。
【解決手段】主軸モータ(21)と送り軸モータ(31)とを同期運転してタッピング加工動作を行うタッピング加工装置(1)は、タッピング加工時に前記主軸の反転動作を検出する主軸反転動作検出部(34)と、主軸反転動作検出部によって主軸の反転動作が検出されたときに、送り軸の反転動作の追従性を向上させる反転補正量を作成する反転補正量作成部(35)とを含み、主軸反転動作検出部によって反転動作が検出された際に、反転補正量作成部により作成された反転補正量を送り軸制御部(37)の速度制御ループの速度指令または、速度制御ループの積分器(41)に加算する。
(もっと読む)
駆動部間の結合が自由に定められる機械を制御する方法
【課題】機械、殊に工作機械および/または加工機械の制御を、個々の駆動部の結合に関して容易にすること
【解決手段】複数の駆動部を備えた機械を制御する方法であって、当該複数の駆動部の各駆動部を制御し、当該駆動部のうちの1つは第1のリード駆動部であり、当該駆動部のうちの1つは第2のリード駆動部であり、当該駆動部のうちの少なくとも1つは従属駆動部であり、当該従属駆動部を、前記第1のリード駆動部に特徴的な少なくとも1つのパラメータM1と、前記第2のリード駆動部に特徴的なパラメータM2とに依存して制御し、前記従属駆動部の制御に特徴的な制御パラメータLvを、前記第1のパラメータM1と前記第2のパラメータM2の数学的な結合Fvによって求める方法において、前記数学的な結合Fvを自由に定めることができる、ことを特徴とする方法。
(もっと読む)
工作機械用制御装置
【課題】工作機械を試験する前に作業者に加工プログラムの実行順を入力させる作業負担を回避して簡便に加工プログラムのデバッグを実現する工作機械用制御装置を提供すること。
【解決手段】系統番号1、2、3の小さい順に加工プログラムブロックS1−1等を直列に実行するとともに同時に並行して実行すべき加工プログラムブロックS1−4、2−3、3−3を自動的に並行して同時に実行してデバッグを実行する工作機械用制御装置100。
(もっと読む)
タップ加工を行う工作機械の制御装置
【課題】オーバヒートの防止、最適な加工精度および工具折損防止を実現する。
【解決手段】タップが取付けられていて回転する主軸と、主軸を送り出す送り軸とによってタップ加工を行う工作機械(18)を制御する制御装置(10)において、タップの寸法の指標を識別する識別部(12)と、主軸を駆動するモータ(19a)の温度を検出する温度検出部(19b)と、タップの寸法の指標に対応した主軸の加速度を記憶する加速度記憶部(21)と、モータの温度に応じて主軸の加速度を変更する割合を記憶する割合記憶部(22)と、識別部により識別されたタップの寸法の指標と加速度記憶部とから定まる加速度に、温度検出部により検出された温度と割合記憶部とから定まる割合を乗算して、主軸の新たな加速度を算出する加速度算出部(16)とを具備する。タップの寸法の指標はタップのピッチまたはタップの工具番号でありうる。
(もっと読む)
工作機械の熱変位補正方法および熱変位補正装置
【課題】工作機械の熱変形に対し信頼性の高い熱変位補正が可能な工作機械の熱変位補正方法および熱変位補正装置を提供すること。
【解決手段】第1熱変位推定処理は、第2熱変位推定処理よりも処理時間が短く、熱変位推定値にリアルタイム性があるため、工作物の加工開始から継続的に実行される(ステップS1〜S4)。一方、第2熱変位推定処理は、多くの情報を処理する必要があるため第1熱変位推定処理よりも処理時間が長いが、多くの情報を処理する分、熱変位推定値に信頼性があるため、工作物Wの加工開始から定期的に実行される(ステップS5〜S7)。これにより、第1熱変位推定処理による熱変位推定値を、第2熱変位推定処理による熱変位推定値で監視することができ、相互補完して熱変位推定値の信頼性を向上させることが可能となる。
(もっと読む)
駆動軸共有装置および駆動軸共有方法
【課題】専用の制御装置を用いることなく、1つの共有駆動軸を複数の制御装置によって駆動制御することができ、構造が簡単であるとともに、低コストで実現することが可能な、駆動軸共有装置および駆動軸共有方法を提供する。
【解決手段】駆動軸共有装置10は、共有駆動軸20と、共有駆動軸20に連結され、共有駆動軸20を駆動する第1の駆動装置31および第2の駆動装置32とを備えている。第1の駆動装置31および第2の駆動装置32は、第1の制御装置40および第2の制御装置50によってそれぞれ制御される。第1の制御装置40は、第2の駆動装置32によって共有駆動軸20が駆動されていないとき、第1の駆動装置31により共有駆動軸20を排他的に駆動する。第2の制御装置50は、第1の駆動装置31によって共有駆動軸20が駆動されていないとき、第2の駆動装置32により共有駆動軸20を排他的に駆動する。
(もっと読む)
工作機械の熱変位補正方法および熱変位補正装置
【課題】工作機械の基台が熱変形しても高精度に熱変位補正が可能な工作機械の熱変位補正方法および熱変位補正装置を提供すること。
【解決手段】第1および第2水準測定値取得工程(ステップS3〜S8)において、基台10に支持された回転体60に内蔵された水準器70から、第1角度および該第1角度から180度回転した第2角度における鉛直軸線に対する水準器70の測定角度として第1および第2水準測定値を取得するようにしている。これにより、傾斜角度演算工程(ステップS9)において、第1および第2水準測定値に基づいて、水準器70の熱変形をキャンセルした鉛直軸線に対する回転体60の傾斜角度を求めることができる。よって、基台10が熱変形しても高精度に熱変位補正が可能となる。
(もっと読む)
工作機械の補正値演算方法及びプログラム
【課題】工作機械において、幾何誤差による工具の位置若しくは位置および姿勢の誤差を補正すると共に工具の姿勢誤差を補正可能であり、しかも、補正指令による並進軸の微小動作が行われないようにすることで加工精度を向上することのできる回転軸の補正値を演算可能な方法等を提供する。
【解決手段】2軸以上の並進軸と1軸以上の回転軸を有する工作機械において、前記回転軸の指令位置と、前記並進軸の指令位置空間内の予め指定した1つの点である補正基準点の座標値と(ステップS2参照)、前記幾何学的な誤差を表す幾何パラメータと、を用いて前記並進軸の補正値を演算する。
(もっと読む)
工作機械の補正値演算方法及びプログラム
【課題】工作機械において、幾何誤差による工具先端点の位置誤差を補正すると共に工具の姿勢誤差を補正可能であり、しかも計算量が少なく、回転軸指令値に依存しない回転軸の補正値を演算可能である方法等を提供する。
【解決手段】2軸以上の並進軸と1軸以上の回転軸を有する工作機械において、幾何学的な誤差による被加工物に対する工具の位置および姿勢の誤差を補正する、前記工作機械の補正値演算方法であって、前記幾何学的な誤差を表す幾何パラメータを用いて前記回転軸の補正値を演算する回転軸補正値演算ステップ(S3)と、前記各回転軸の指令値及び前記各並進軸の指令値と前記幾何パラメータを用いて前記並進軸の補正値を演算する並進軸補正値演算ステップ(S4)とが含まれる。
(もっと読む)
工作機械の補正値演算方法及びプログラム
【課題】回転軸がクランプ状態の時に回転軸の補正値が変化し回転軸が無理に動作するのを回避して、工具の先端点の位置誤差および工具の姿勢誤差を補正するための補正値の演算方法等を提供する。
【解決手段】2軸以上の並進軸と、1軸以上のクランプ機構を備えた回転軸とを有する工作機械において、幾何学的な誤差による被加工物に対する工具の位置および姿勢の誤差を補正する、前記工作機械の補正値演算方法であって、前記クランプ機構がクランプ状態でない場合に、前記幾何学的な誤差を表す幾何パラメータを用いて前記回転軸の補正値を演算して更新し、前記クランプ機構がクランプ状態である場合に、前記回転軸の補正値を従前のものに維持する回転軸補正値更新演算ステップ(S3〜S5)と、前記各回転軸の指令値及び前記各並進軸の指令値と前記幾何パラメータを用いて前記並進軸の補正値を演算する並進軸補正値演算ステップ(S6)とを含む。
(もっと読む)
数値制御工作機械
【課題】 NC制御軸であるZ軸(第1軸移動体)に対して同期制御されないX軸(第2軸移動体)を備えた数値制御工作機械において、Z軸のサーボ遅れに伴う加工形状誤差を解消し、加工精度を高める。
【解決手段】 ワーク10をテーブル11に保持し、テーブル11のX軸位置をX軸駆動機構12により制御する。砥石20を砥石主軸頭21に支持し、砥石主軸頭21のZ軸位置をZ軸サーボ機構22により制御する。クラウニングデータ記憶部5は、テーブル11のX軸位置に対応する砥石主軸頭21のZ軸位置を定義した加工形状データを記憶する。X軸仮想位置演算部6は、Z軸のサーボ加減速時間中におけるテーブル11の移動距離を算出し、この移動距離をテーブル11の現在位置に加算した地点にX軸仮想位置を求める。クラウニング制御部4は、X軸仮想位置に対応する砥石主軸頭21のZ軸位置を加工形状データより求め、Z軸補間演算部3を介してZ軸サーボ機構22に提供する。
(もっと読む)
回転軸のインポジションチェックを行う数値制御装置
【課題】回転軸のインポジション幅を回転半径に応じて変更することにより、工具先端点におけるインポジションチェックを、所望の精度で行うことができる数値制御装置を提供すること。
【解決手段】回転軸を有する工作機械の軸構成や工具長等の機械条件を設定する機械条件設定部20と、各軸の指令座標値または実座標値を取得する座標値取得部21と、機械条件設定部20から得られる機械条件と、回転軸の回転中心軸から制御対象とする点までの距離(回転半径)を算出する回転半径算出部22と、各軸のインポジション幅を設定するインポジション幅設定部23と、回転半径算出部22から出力される回転半径と、インポジション幅設定部23から得られる回転軸のインポジション幅とを用いて第二のインポジション幅を算出する第二のインポジション幅を算出し、第二のインポジション幅算出部24より出力される第二のインポジション幅でインポジションチェックを行う。
(もっと読む)
1 - 20 / 158
[ Back to top ]