
Fターム[4E082EB21]の内容
Fターム[4E082EB21]の下位に属するFターム
クレータ処理 (6)
ダウンスロープ (1)
バーンバック防止 (1)
ワイヤ先端処理
ワイヤリトラクト(ワイヤ引戻し) (1)
シールドガスのアフタフロー (1)
Fターム[4E082EB21]に分類される特許
1 - 14 / 14
アーク溶接方法およびアーク溶接システム
【課題】安定した溶接を行うことができるアーク溶接方法およびアーク溶接システムを提供すること
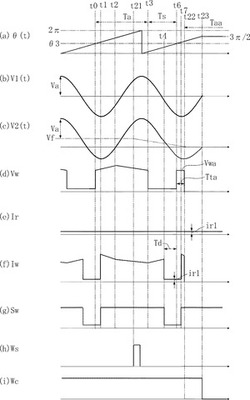
【解決手段】速度V2(t)が正の値である前進送給期間と、速度V2(t)が負の値である後退送給期間とからなる単位期間を繰り返す定常溶接工程を備え、定常溶接工程は、速度V2(t)を一周期が上記単位期間である周期関数として、消耗電極を送給する工程を含み、消耗電極を送給する工程は、ワイヤ送給装置によって、消耗電極を溶接トーチに向かって送り出す工程と、送給経路長変化装置によって、消耗電極のうち、消耗電極の軸線方向におけるワイヤ送給装置から上記溶接トーチに至る長さを周期的に変化させる工程と、溶接終了信号Wsが生成された後の時刻t6の後に、送給経路長変化装置の駆動を停止させる第1停止信号を送給経路長制御回路が送給経路長変化装置に送る工程と、時刻t6からアンチスティック電圧Vwaの印加を開始する工程と、を備える。
(もっと読む)
アーク溶接システムおよびアーク溶接方法

【課題】幅の均一なビードを形成できるアーク溶接システムおよびアーク溶接方法の提供
【解決手段】消耗電極15にパルス電流を流す溶滴移行期間と、上記溶滴移行期間の後に母材Wに形成された溶融池を冷却する冷却期間と、をそれぞれ複数回繰り返す出力回路31を備えるアーク溶接システムA21であって、設定時間Trを記憶する設定時間記憶部36と、設定数Nbを記憶する設定数記憶部35と、設定時間Trに基づき、設定時間Tr当たりの上記ピーク期間の回数である標準パルス数Naを計算するパルス数計算回路32と、上記溶滴移行期間における上記ピーク期間の回数が設定数Nbに達すると、終了指示信号Esを送る終了判断回路34と、を備え、出力回路31は、終了指示信号Esを受けたときに上記溶滴移行期間を終了する。
(もっと読む)
アーク溶接システムおよびアーク溶接方法
【課題】幅の均一なビードを形成できるアーク溶接システムおよびアーク溶接方法の提供
【解決手段】溶滴移行期間T1中にピーク値で電流を流すピーク期間と上記ピーク値よりも小さいベース値で電流を流すベース期間とを含む単位パルス波形の電流を、消耗電極に繰り返し流す工程と、各冷却期間T2中に溶接進行方向に上記消耗電極を移動させる工程と、設定時間に基づき上記設定時間当たりの上記ピーク期間の回数である標準パルス数を計算する工程と、溶滴移行期間T1における上記ピーク期間の回数が設定数に達すると、溶滴移行期間T1を終了するパルス数制御工程と、溶滴移行期間T1の長さが設定時間に達すると、溶滴移行期間T1を終了する時間制御工程とを備え、上記時間制御工程は、予備溶接開始指示信号Ss2を上記切替制御回路が受けたときに行われ、上記パルス数制御工程は、本溶接開始指示信号Ss1を上記切替制御回路が受けたときに行われる。
(もっと読む)
アーク溶接方法およびアーク溶接システム
【課題】 幅の均一なビードを形成できるアーク溶接方法およびアーク溶接システムを提供すること。
【解決手段】 消耗電極15と母材Wとの間にアークa1を発生させつつ消耗電極15から母材Wへ溶滴151を移行させる溶滴移行期間T1と、母材Wに形成された溶融池を冷却する冷却期間T2とを繰り返すアーク溶接方法であって、各溶滴移行期間T1中に、ピーク値ipで電流を流すピーク期間Tpとピーク値ipよりも小さいベース値ibで電流を流すベース期間Tbとを含む単位パルス波形の電流を、消耗電極15から母材Wへ繰り返し流す工程と、各冷却期間T2中に、溶接進行方向に、消耗電極15を母材Wに対し母材Wに沿って移動させる工程と、各溶滴移行期間T1におけるピーク期間Tpの回数が設定数に達したとき、当該溶滴移行期間T1を終了する工程と、を備える。このような構成によれば、各溶滴移行期間T1に母材Wに形成される各溶接痕の大きさを均一にすることができる。したがって、幅の均一なきれいなビードを形成することができる。
(もっと読む)
アーク溶接機
【課題】 被覆アーク溶接を行うとき、最大負荷電圧が高いためにアークの消弧が困難になり、タック溶接等で著しく作業性が悪くなる。
【解決手段】 商用交流電源を整流及び平滑する直流電源回路と、直流電圧を高周波交流電圧に変換するインバータ回路と、高周波交流電圧を溶接に適した交流電圧に変換する主変圧器と、主変圧器の出力を整流する2次整流回路と、整流された出力電流を検出する出力電流検出回路と、出力電流に基づいてインバータ回路を制御する主制御回路と、を備えたアーク溶接機において、整流された出力電圧を検出する出力電圧検出回路を設け、主制御回路は、インバータ回路の動作中に出力電流検出値が予め定めた出力電流基準値を超えて所定時間が経過した後、出力電圧検出値が予め定めた出力電圧基準値以上になったとき、インバータ回路の動作を所定時間停止させる、ことを特徴とするアーク溶接機である。
(もっと読む)
パルスアーク溶接の終了制御方法
【課題】消耗電極式パルスアーク溶接において、溶接が終了したときに溶接ワイヤの先端に形成される溶融球を、種々の溶接条件に応じて適正化するためのパラメータの設定に時間がかかっていた。
【解決手段】溶接を終了する際に最終ピーク電流LIpを通電して溶接を終了するパルスアーク溶接の終了制御方法において、アークスタート性の良否を示す指標を算出し、この指標に応じて前記最終ピーク電流LIpの値を臨界値以上及び未満の範囲で変化させて自動設定する。前記指標は、単位アークスタート回数に占める、アークスタート時の最初の短絡が基準時間以上であった回数の比率である。これにより、種々な溶接条件に応じて最終ピーク電流LIpが自動的に適正化されるので、設定の時間が不要となる。
(もっと読む)
パルスアーク溶接の終了制御方法
【課題】消耗電極式パルスアーク溶接において、溶接が終了したときに溶接ワイヤの先端に形成される溶融球の底部にスラグが付着しないように制御して、次のアークスタート性を良好にすること。
【解決手段】溶接ワイヤに臨界値以上のピーク電流Ipと臨海地未満のベース電流Ibとを繰り返し通電して溶接するパルスアーク溶接方法にあって、溶接を終了する際に最終ピーク電流LIpの通電を判別すると臨界値未満の範囲で予め定めた最終ベース電流LIbを予め定めた最終ベース期間LTbだけ通電して溶接を終了するパルスアーク溶接の終了制御方法において、前記最終ベース電流LIbは、前記最終ベース期間LTb中の時間経過に伴ってその値が増加する電流である。電流値を増加させることによって、溶融球に持ち上げ力を作用させて、スラグを底部から側部へと移動させる。
(もっと読む)
溶接装置
【課題】 生成される溶融池が一つとなる2電極TIG溶接では、入熱量が大きくなり、溶接開始、溶接終了点での極め細やかな溶接ができず、捨て板部材などを多く必要とし材料効率が悪い。また互いのアーク干渉を防止するための制御が必要となる。また、互いの電極間距離を短くするために専用の、かつ複雑な溶接トーチ構造を必要とする。
【解決手段】 多電極TIG溶接において、電極間距離を互いのアークが干渉しない距離に離して配置して簡単なトーチ構造とし、かつ、アーク干渉を防止する。また、それぞれの溶融池に対して独立して溶接制御を行うことを可能とし、極め細やかな溶接制御を行うことができる。
(もっと読む)
エンジン駆動型溶接機
【課題】操作性が良好で高い信頼性を有し、アイドル停止および再始動を確実に行うエンジン駆動型溶接機を提供すること。
【解決手段】エンジンにより溶接用発電機を駆動するエンジン駆動型溶接機であって、溶接作業を休止したら前記エンジンがアイドル状態になるエンジン駆動型溶接機において、前記アイドル状態の時間が予定時間を超えたら前記エンジンの運転を停止する停止信号を形成するエンジン停止信号形成回路ITと、前記溶接機の出力端子に接続された直流電源PSと、前記出力端子の電圧変化を検出する電圧検出手段VSと、前記電圧検出手段による検出電圧が溶接作業開始のための所定の変化態様を示したとき、前記エンジンを再始動させる再始動信号を形成する再始動条件検出回路RSと、前記停止信号に応じて前記エンジンを停止し、前記再始動信号に応じて前記エンジンを再始動させるエンジン制御回路ECとをそなえたことを特徴とする。
(もっと読む)
パルスアーク溶接制御方法およびパルスアーク溶接装置
【課題】アルミなどの固有抵抗率の低い材質では、溶接始端部は定常溶接期間と同条件では入熱不足となり溶け込み不足が発生しまう。また、溶接終端部におけるクレータの発生を軽減することは、溶接電圧とワイヤ送給速度の制御により可能であるが、定常溶接期間の溶接電圧とワイヤ送給速度からエンド溶接期間の溶接終了点にかけてエンド溶接期間の溶接電圧とワイヤ送給速度になるように調整するだけではクレータ状態を安定して形成することができない可能性がある。
【解決手段】設定される溶接ワイヤの材質あるいは被溶接物の材質に応じて、スタート溶接期間およびエンド溶接期間では定常溶接期間とは異なるパルス電流波形により溶接を行うことで良好な溶接品質を実現することができる。
(もっと読む)
消耗電極アーク溶接の溶接終了制御方法
【課題】 消耗電極アーク溶接のアンチスティック制御時のスパッタ発生を抑制する。
【解決手段】 本発明は、消耗電極アーク溶接を行っているときに、溶接電源に溶接終了信号Onが入力されると送給モータは慣性によって減速して停止し、この慣性期間Tk中の予め定めた切換タイミングに溶接電流Iwをパルス電流に切り換えて通電して溶接を終了する消耗電極アーク溶接の溶接終了制御方法において、前記溶接終了信号Onが入力される以前の溶接中に短絡と短絡との間のアーク期間Taの平均値である平均アーク時間を算出し、この平均アーク時間に0.3〜0.7の範囲で所定の係数を乗じて切換遅延時間Tdを算出し、前記パルス電流への切換を、前記切換タイミングが経過した後にアーク期間か始めて前記切換遅延時間Tdに達した時点で行う。
(もっと読む)
溶接終了制御方法及びアーク溶接機
【課題】 消耗電極式アーク溶接及び消耗電極式パルスアーク溶接の溶接終了制御方法において、溶接終了時のワイヤ先端の溶滴を安定して適正な大きさに制御し、溶接終了部の溶接品質と溶接作業性を向上すること。
【解決手段】 第1の溶接終了部と第2の溶接終了部の間に、溶接出力電圧供給禁止時間を持ち、第1の溶接終了制御の完了する前から、ピーク電流出力禁止時間の間、ピーク電流の出力を禁止し、第1の溶接終了制御中の溶接出力電圧は、溶接用ワイヤ送給用モータの回転数の関数として設定される溶接終了制御方法。
(もっと読む)
溶接機
【課題】無線通信で溶接機本体の溶接電流を遠隔操作して作業性を高め、しかも溶接電流をデジタル表示することにより作業者が目で溶接電流を直接確認でき、またデジタル表示により溶接作業の再現性を可能にできる溶接機を提供する。
【解決手段】トーチ12が接続される溶接機本体1と、その溶接電流を設定するポテンションメータ2を備え、これの操作により溶接機本体1の溶接電流を調整可能とした溶接機で、ポテンションメータ2に溶接機本体1の溶接電流を表示するデジタル表示部と無線送受信機を設け、またポテンションメータ2をコントロールするリモートコントローラ3を設け、このリモートコントローラ3に、ポテンションメータ2の無線送受信機に送信する無線送受信機と、ポテンションメータ2による溶接機本体1の溶接電流を可変制御する操作レバー36と、これにより可変制御された溶接電流を表示するデジタル表示部とを設けている。
(もっと読む)
プラズマ溶接ロボットシステム
【課題】タングステン電極の損傷を軽減することができるプラズマ溶接ロボットシステムを提供する。
【解決手段】プラズマ溶接トーチ12と、プラズマ溶接トーチを手首部先端に取り付けたマニピュレータ10と、マニピュレータへ動作指令信号を出力するロボット制御装置と、マニピュレータの近傍に設けられてプラズマ溶接トーチのアークを遮光する遮光板20とを備えたプラズマ溶接ロボットシステムにおいて、プラズマ溶接トーチの先端部が挿入されて、点弧しているパイロットアークをほぼ覆うように形成されて、遮光性及び不燃性を有する退避ボックス21を備え、ロボット制御装置がプラズマ溶接開始前又はプラズマ溶接終了後を判別して、かつ、パイロットアークが点弧中にプラズマ溶接トーチの先端部を退避ボックスへ挿入する退避指令信号を、マニピュレータへ出力するプラズマ溶接ロボットシステム。
(もっと読む)
1 - 14 / 14
[ Back to top ]