
Fターム[4E082EC16]の内容
Fターム[4E082EC16]の下位に属するFターム
短絡回数 (5)
Fターム[4E082EC16]に分類される特許
21 - 27 / 27
消耗電極交流パルスアーク溶接の極性切換制御方法

【課題】 消耗電極交流パルスアーク溶接において、極性切換時に短絡が発生しているときのアーク安定性を良好にする。
【解決手段】 本発明は、電極プラス極性期間Tep中はピーク電流Ip及びベース電流Ibを通電し、電極マイナス極性期間Ten中は電極マイナス電流Inを通電し、前記電極プラス極性期間Tepと前記電極マイナス極性期間Tenとを交互に切り換えて溶接する消耗電極交流パルスアーク溶接の極性切換制御方法において、極性切換に際して、消耗電極と母材とが短絡しているときは短絡が解除されてアークが再発生し予め定めた遅延期間Tdが経過した後に極性切換を行う消耗電極交流パルスアーク溶接の極性切換制御方法である。
(もっと読む)
コールドメタルトランスファ溶接方法及び溶接設備
本発明は、アーク段階36と短絡段階39との周期的な交代により定義されるクールメタルトランスファ溶接方法に関する。アーク段階36の期間、溶接ロッド13はワークピース16に向かってこれと接触するまで移動し、短絡段階39の期間、溶接ロッド13は逆転してワークピース16から離れる。アーク段階36の期間、溶接ロッド13が溶融して溶滴を形成し、短絡段階39の間、溶接電流Iによって短絡の開きが抑制されるよう、溶接電流Iと溶接電圧Uのいずれかが制御される。本発明は、溶接方法を実施する溶接設備に関する。本発明の目的は、最小限の設定数により、最適な溶接結果物を得ることである。溶接ロッド13の移動周波数40は、秒当たりのアーク段階と短絡段階の回数を定義するために使用され、制御パラメータとして追加の溶接パラメータと共に設定される。制御装置4は、予め定義された移動周波数40を達成するのに必要な他の溶接パラメータを、設定し、制御する。  (もっと読む)
(もっと読む)
極性切換短絡アーク溶接方法

【課題】溶接ワイヤを定速で送給すると共に、短絡状態Tsとアーク状態Taとを繰り返す短絡アーク溶接にあって、予め定めた極性切換信号Saに応じて溶接電源の出力極性を溶接中に切り換えることによって電極プラス極性溶接と電極マイナス極性溶接とを切り換えて溶接を行う極性切換短絡アーク溶接方法において、短絡状態での極性切換を円滑にする。
【解決手段】本発明は、前記極性切換信号Saが変化した場合は、その変化時点t1から次の短絡が発生する(t2)までは溶接電流iの低下又は溶接電圧vの低下又はワイヤ送給速度Wfの高速化を行うことによって短絡の発生を早期に誘発し、短絡が発生したときは所定期間Tiの間溶接電流iを低い値に維持した後に溶接電源の出力極性を切り換え、その後に溶接電流iを増加させて短絡状態を解除に導く極性切換短絡アーク溶接方法である。
(もっと読む)
交流パルスアーク溶接の溶接電流制御方法
【課題】電極マイナス期間Tn中の電極マイナス電流In、ピーク期間Tp中のピーク電流Ip及びベース期間Tb中のベース電流Ibの通電を繰り返す交流パルスアーク溶接において、短絡の発生によるアーク長の変動を抑制すること。
【解決手段】本発明は、電極マイナス期間Tn中に溶接ワイヤと母材との短絡が発生したときは予め定めた短絡電流Isを通電すると共に、この短絡期間Ts中の電極マイナス電流の設定値Inrを積分して短絡積分値Ssを算出し、短絡が解除されてアークが再発生するとベース電流Ubに戻して通電し、電極マイナス期間Tnが終了したときは補償期間Thだけ期間を延長した後にピーク期間Tpに移行し、前記補償期間Thは前記短絡積分値Ssに予め定めた増幅率を乗じた値を前記電極マイナス電流の設定値Inrで除算した値である交流パルスアーク溶接の溶接電流制御方法である。
(もっと読む)
溶接ロボット制御システム
【課題】 アーク溶接時のリトラクトスタート制御をスムーズにかつ良好に行うことのできる溶接ロボット制御システムを提供する。
【解決手段】 本発明の溶接ロボット制御システムは、溶接ワイヤ15をワークWに一旦接触させ、両者を離間させた後に、溶接ワイヤ15とワークWとの間にアークを発生させて溶接を行うものであって、溶接ワイヤ15を送給することにより溶接ワイヤ15をワークWに向けて移動させるワイヤ送給装置16と、溶接ワイヤ15を所定の溶接位置に導く溶接トーチ14をワークWから離間させる方向に移動させるロボット制御装置20とを備え、ロボット制御装置20は、ワイヤ送給装置16によって溶接ワイヤ15を送給させることにより、アークの発生が開始される溶接トーチ14の溶接開始位置Spから溶接ワイヤ15とワークWとが接触する接触位置に溶接ワイヤ15をワークWに向けて移動させ、ロボット制御装置20によって溶接トーチ14を移動させることにより、溶接ワイヤ15を接触位置から溶接開始位置Spに移動させる。
(もっと読む)
溶接電流制御システムおよび方法
アーク溶接装置の溶接電流の制御システムおよび方法は制御信号105を溶接電流電源106へ供給するための波形発生器101のプログラミングを含んでおり、制御信号105は固定したまたは予め定められた振幅および可変の期間を有する選択されたセグメントからなる基準波形から得られる。基準波形はアーク電流および/または電圧検出器115の出力を波形発生器101へフィードバックし、選択された予め定められた振幅セグメントの期間を変更することにより溶接状態の変化に応答して劇的に調節される。 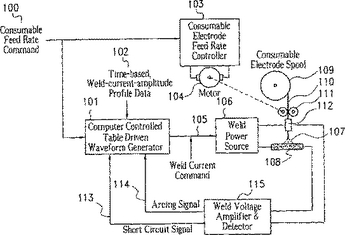 (もっと読む)
(もっと読む)
アーク溶接制御方法及びアーク溶接装置
【課題】 溶接電圧を十分に低下することができないため、高速溶接時にビード幅が不均一になったり、入熱を低下できないためギャップ溶接時に溶け落ち等が発生する。
【解決手段】 溶接ワイヤが被溶接物と短絡する短絡期間とアークが再発生しアーク放電するアーク期間とを交互に繰り返して被溶接物を溶接するアーク溶接制御方法であって、アーク再発生直後の溶接出力電流を、設定した所定期間、アーク再発生直前の溶接出力電流より高くなるように制御する。
(もっと読む)
21 - 27 / 27
[ Back to top ]