
Fターム[4F208LJ22]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品等の供給 (743) | 固定 (80) | 治具 (43)
Fターム[4F208LJ22]に分類される特許
1 - 20 / 43
断熱ボードの製造方法
一体成形された細長い要素を有する容器
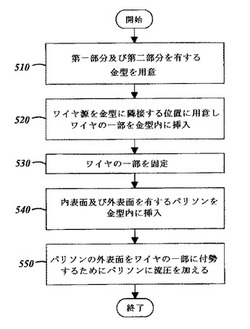
【課題】燃料タンクの剛性を高め、燃料タンク壁厚を薄くすることにより、使用材料の量を減少させる燃料タンクの形成方法および成形用装置を提供する。
【解決手段】燃料タンクを形成するためのキャビティを用意する工程と、前記キャビティ内に一以上の細長い要素(例えばワイヤの補強材)を挿入する工程と、前記キャビティ内で前記細長い要素の近くにパリソンを配置する工程と、前記パリソンに流圧を加え、これにより前記パリソンを変形させて前記パリソンの表面に前記細長い要素を係合させ、一体化させる工程とにより、燃料タンクを形成する。
(もっと読む)
コールドパリソン方式による軟質樹脂用ブロー成形方法

【課題】 軟質樹脂中空成形体を精度良く簡単にブロー成形することができるコールドパリソン方式による軟質樹脂用ブロー成形方法を提供する。
【解決手段】 軟質樹脂からなるパリソンを、加熱槽内でブロー成形可能な温度に再加熱して軟化させた状態とし、その両端部にプラグを装着したうえでブロー成形型の内部に挿入して型締めを行った後、プラグを介してパリソンの内部に圧力空気を送り込むことで、軟質樹脂からなるパリソンを所定形状の中空成形体に成形する方法であり、パリソン1を再加熱して軟化させた状態とする際、パリソン1の内部には、少なくとも表面部分4がフッ素樹脂からなる保持棒2を挿入するとともに、パリソン1の両端部には、ブロー成形可能な温度における耐熱性を有する硬質材料からなる治具5を取り付けておき、パリソン1を再加熱して軟化させた状態とした後は、パリソン1の両端部に治具5を取り付けたままの状態でプラグを装着する。
(もっと読む)
プリフォームの切断装置
【課題】重量を損なうことなくプリフォームを検査部位毎に分割することができるプリフォームの切断装置を提供する。
【解決手段】切断装置2は、主軸台22と、カッター25とを有する。主軸台22は、プリフォーム1の中心軸が回転軸と一致するように、プリフォーム1を把持するとともに、プリフォーム1を回転軸周りに回転させる。カッター25は、プリフォーム1の肉厚よりも長い刃渡りと、先鋭な刃先とを有し、刃先の向きは、主軸台22の回転軸と直交する。また、カッター25は、主軸台22の回転軸と直交する方向に沿って移動する。
(もっと読む)
中空容器における内蔵部品のクランプ構造およびクランプ方法
【課題】燃料タンク等の中空容器において、管路等の内蔵部品を中空容器に安定して固定できる中空容器における内蔵部品のクランプ構造を提供する。
【解決手段】一対の成形金型により型締め成形される中空容器において、一方の成形金型により成形される容器壁体の内面に取り付けられ、第1結合部3および第1クランプ部4を有する第1支持部材1と、他方の成形金型により成形される容器壁体の内面に取り付けられ、第2結合部5および第2クランプ部6を有する第2支持部材2と、を備え、第1結合部3と第2結合部5とが結合した状態で、内蔵部品7としてのチューブ7Aが第1クランプ部4と第2クランプ部6とによりクランプされるクランプ構造とした。
(もっと読む)
中空容器における内蔵部品の結合方法
【課題】内蔵部品の埋設周りの容器壁部のねじれや内蔵部品の姿勢崩れを低減できる中空容器における内蔵部品の結合方法を提供する。
【解決手段】本発明に係る中空容器における内蔵部品の結合方法は、本金型に転写されたパリソンに対し、結合対象の第1内蔵部品2および第2内蔵部品3を取り付け、本金型を閉じて第1内蔵部品2と第2内蔵部品3とを未結合状態として中空容器1を成形する中空容器成形工程と、本金型から取り出した中空容器1の冷却時に、中空容器1の外面を押圧部23により押圧して中空容器1の変位により第1内蔵部品2と第2内蔵部品3とを結合状態にする内蔵部品結合工程と、を有する。
(もっと読む)
耐熱容器の加熱成形装置
【課題】既存の成形装置を利用してPET樹脂製の耐熱容器を比較的安価に製造することができる耐熱容器の加熱成形装置を提供する。
【解決手段】テーブル211を上昇させて一次ブロー成形品30のネック部開口に位置出しピンを嵌合させ、ネック部の外周部を把持手段で把持することで、直線移動可能に設けられた搬送手段250に一次ブロー成形品30を装着する装着部210と、一次ブロー成形品30を加熱処理成形して中間成形品を得る熱処理部220と、中間成形品を最終ブロー成形して所定形状の耐熱容器10を得る最終ブロー成形部230と、耐熱容器10を搬送手段250から取り外して回収する回収部240と、を備えるようにする。
(もっと読む)
二重筒の製造方法
【課題】成形が容易な排水トラップ及びその製造方法を提供する。
【解決手段】排水が流入する流入口部22と、排水を溜める溜水容器部23と、溜水容器部23の内部に位置し、流入口部22から流入した排水を溜水容器部23の底部まで通す流入管部24と、溜水容器部23上部に位置し、排水を外部に排出する排出口部25、26と、を有し、流入口部22と、溜水容器部23と、排出口部25、26と、が樹脂により一体成形されている。
(もっと読む)
構成部品の取り付け方法
構成部品を成形品に連結する方法は、成形される前記成形品の壁に隣接して構成部品を配置する工程と、前記壁がまだ少なくとも部分的に溶融している間に、前記構成部品の一部を前記成形品の壁の一部に重ね合わせる工程と、前記成形品の壁を、前記成形品の壁の一部と重なり合った前記構成部品の一部と共に冷却する工程と、を有する。成形品が形成された後に、成形品と関連する構成部品をしっかりと保持するために、構成部品の一部が、成形品の壁に隣接する2つの側面と重なり合うことが好ましい。その成形品は、容器であってもよく、必要に応じて他の物であってもよい。  (もっと読む)
(もっと読む)
キャリアの殺菌を含む容器の処理のための装置
【課題】プラスチック予備成形物を容器へと成形する装置を提供する。
【解決手段】所定の搬送経路Pに沿って容器10を搬送する搬送装置2を備えており、該搬送装置2が、容器10を保持するための複数の保持部材4を有しており、該保持部材4が前記所定の搬送経路Pに沿って搬送される。本発明によれば、前記装置が、前記保持部材4を少なくとも一部分において殺菌するための清掃装置8を備えている。
(もっと読む)
熱可塑性材料から物品を製造する方法
【解決手段】本発明は、チューブ型の予備成型物が、マルチパートブローモールドの中に取り込まれ、膨張させられ、適用される圧力差により形成される、熱可塑性材料から物品を製造する方法であって、前記予備成型物の形成の前に、少なくとも1つのインサートが、第1保持手段により前記予備成型物の中に取り込まれ、前記予備成型物の形成前に、前記予備成型物は、前記予備成型物の壁に貫通する少なくとも1つの第2保持手段により引き継がれ、前記第2保持手段はブローイングピンとして形成され、前記予備成型物の膨張及び再成型は、前記第2保持手段と共に圧力媒体の適用により開始される方法に関する。 (もっと読む)
ボトルおよびプリフォーム
【課題】既設の平板状グリッパを変更することなく、口栓部の肉厚を小さくして全体の軽量化を図ることができるボトルおよびプリフォームを提供する。
【解決手段】一対の平板状グリッパ30に挾持されるボトル10は、外ねじ13を有する口部12と、カブラ16およびサポートリング17を有する口栓部15と、ボトル本体11とを備えている。口栓部15のカブラ16とサポートリング17との間の外面に凹状環状面18が形成されている。凹状環状面18を構成する曲線18aは、グリッパ30の上端および下端に当接する上方当接点31および下方当接点32を有し、凹状環状面18と口栓部内面15aとの距離は、1.000mm〜1.985mmとなっている。
(もっと読む)
プリフォーム用吸着ヘッド、並びにこれを用いたプリフォーム搬送装置及びプリフォーム検査装置
【課題】比較的簡単な構成で従来よりもプリフォームの保持及びその保持の解除に要する時間を短縮できるプリフォーム用吸着ヘッドを提供する。
【解決手段】吸着ヘッド20の第1収容室26a内にピストン部22を上下動自在に嵌め合わせるとともにプリフォーム100内に挿入する突出部23を連結し、これらピストン部22及び突出部23をコイルばね24で上方に押し付ける。ピストン部22の下方には、第1減圧室36が上方には第1減圧室36より断面積が小さい第2減圧室37が設けられるとともに、これら減圧室36、37が吸着ヘッド20の軸線CL上に配置された共通の吸引路44に接続されている。吸引路44を介して吸引口20cから空気が吸引されると第1減圧室36と第2減圧室37との断面積差に応じて生じた駆動力によりコイルばね24に抗してピストン部22及び突出部23が下降し、下面21aから突出部23のコーン部23cが突出する。
(もっと読む)
プリフォーム搬送プラグ、ブロー成形機及びプリフォーム搬送プラグの交換方法
【課題】 ブロー成形機への着脱を、工具等を要せずにワンタッチで行うことができるプリフォーム搬送プラグ、それを用いたブロー成形機、及びブロー成形機でのプリフォーム搬送プラグの交換方法を提供すること。
【解決手段】 搬送部材360に取り付けられて、プリフォーム10を搬送するプリフォーム搬送プラグ100は、搬送部材360に支持される基部110と、基部に対して着脱される着脱部210を含み、プリフォーム10のネック部12を保持するプリフォーム保持部200とを有する。着脱部210は、基部110に係止される被係止部211を含む。基部110は、被係止部211を係止する係止部111と、被係止部211が係止部111により係止される係止状態を維持する第1位置P1と、その係止状態を解除する第2位置P2とに移動される移動部材120と、移動部材120を第1位置P1に維持するように移動付勢する付勢部材130とを含む。
(もっと読む)
ブロー成形用プリフォームキャリアおよびブロー成形型
【課題】ブロー成形時にブローエアーによって大きな力が作用しても位置ずれなどの弊害を起すことの無い広口容器のブロー成形に適したプリフォームキャリアを提案すること。
【解決手段】ブロー成形用プリフォームキャリア10は、ブロー成形時にブローエアーが導入される圧力室16を備えている。ブローエアーが圧力室16に導入されると、ブロー成形用プリフォームキャリア10の外側円筒11および内側円筒12にはそれらの軸線方向に沿って下向き、上向きの力が作用する。ブローエアーによってプリフォームキャリア10を下向きに押し込む力が相殺されるので、プリフォームキャリア10に位置ずれなどの弊害発生してしまうことを防止できる。プリフォームキャリア10がブローエアーによって移動しないように支持するための支持機構の支持耐力が小さくてよいので、当該支持機構を小型で簡単な機構にできる。
(もっと読む)
ブロー成形装置
【課題】パリソンの下端を確実に塞ぎ、パリソンが潰れないブロー成形をすることができるブロー成形装置に関する。
【解決手段】ブロー成形装置は、ブロー成形金型20と、パリソン挟持装置30を有する。パリソン挟持装置30は、パリソン8の下端8bの内部に挿入されるパリソン内側挟持板31と、パリソン8の下端の外面を挟持するパリソン外側挟持板32を有し、パリソン外側挟持板32は、パリソン内側挟持板31の形状に対応した凹部32bが形成されるとともに、複数個に分割されて形成され、それぞれパリソン8の下端を挟持するようにスライド可能に形成されたことを特徴とするブロー成形装置である。
(もっと読む)
ブロー成形装置
【課題】簡単な設備でブロー成形品の内部の所定位置に確実に内蔵部品を保持することができるブロー成形装置を提供する。
【解決手段】ブロー成形装置は、ブロー成形金型20と内蔵部品保持装置40を有する。内蔵部品保持装置40は、内蔵部品を保持し、ブロー成形金型から抜け出るように進退自在に構成される保持棒41を有する。ブロー成形金型20は、それぞれスライドコア26をキャビティー22に対して進退自在に設けるとともに、2つに分割して形成された型が互いに当接する当接面にそれぞれ駆動制御ピン28を設け、駆動制御ピン28とスライドコア26を連結部27で連結する。駆動制御ピン28によりそれぞれスライドコア26を駆動させ、ブロー成形金型20を締めるときに、ブロー成形金型20の型締め速度と、スライドコア26がキャビティー内部から後退してキャビティー面まで速度を同じにしたブロー成形装置である。
(もっと読む)
プラスチック材容器のためのコンベアシステム
プラスチック材の容器の予備成型品(30)のためのコンベアシステムであって、前記予備成型品をブロー成型機械に運搬するためのシステムであり、あらかじめ定められた参照システムに対して容器を正しい角度に配置するためのシステムを備え、前記予備成型品をコンベアラインに積載するステップから、ブロー機械で前記容器をブローするステップまでの間、前記予備成型品を正しく位置づけることができる。前記容器を正しく配置する、付随する方法がより詳細に述べられるが、それは、このシステムで実行してもよい。  (もっと読む)
(もっと読む)
自動車用の燃料容器および自動車用の燃料容器の生産方法
【構成】 本発明は、燃料容器の生産方法および自動車用の燃料容器に関する。本方法では、巻き取り型のプリフォームを押し出し、第1工程で多数部品の成形型装置中の最初の熱でシェル形状の中間生成物を生成し、第2工程で同じ成形型装置中で一部品の閉じられた容器を形成して前記プリフォームの形を作り、少なくとも1つの接続取り付け具、少なくとも1つの通気ラインおよび少なくとも1つの機能部品を備えた、少なくとも1つのタンクに充填され及び/または作動する通気装置の予め組み立てた一部が1つの作業サイクル中に材料及び/また形体に合う接続部によって内壁に接続されるように、前記少なくとも1つのタンクに充填され作動する通気装置を前記第1工程と前記第2工程の間の前記中間生成物の少なくとも1つの内壁に固定し、前記中間生成物の壁は前記通気ラインの一部としての可変長の少なくとも1つの導管区分を使用した接続取り付け具によって実装中に貫通される。 (もっと読む)
容器特にボトルをブロー成形するためのシステム
個々のパリソン3から樹脂容器2をブロー成形する設備は、複数の成形ユニット10を有する。各成形ユニット10は、少なくとも1つの容器2をブロー成形するための型11と、個々のパリソン3を軸方向に変形させるように駆動装置16の動作によって動く少なくとも1つの伸長ロッド14と、を有し、駆動装置16は、各成形ユニット10毎に、成形ユニット10の伸長ロッド14に接続された駆動モータ17を有する。  (もっと読む)
(もっと読む)
1 - 20 / 43
[ Back to top ]